Is Soldering Paste the Same as Flux? Differences Explained for Electronics Engineers
Is soldering paste the same as flux? This technical article clarifies the differences for electronics engineers, covering their functionalities and practical implementations in both manual soldering (repairs, prototyping) and automated soldering (SMT reflow assembly)

22 Apr, 2025. 15 minutes read
Soldering Paste Solder Rod Cleaning
Introduction
Is soldering paste the same as flux? This is a common question among electronics enthusiasts and students delving into PCB assembly and repair. These terms might seem similar because both are used in soldering processes and often come in syringes or jars. In reality, they serve different purposes and are used in different contexts of electronics manufacturing!
Soldering Flux (often just called flux) is a chemical agent used to clean oxidation from metal surfaces and improve the wetting of solder. It’s essentially a helper material that makes solder bonds better, but by itself, flux does not create an electrical connection.
Solder Paste, on the other hand, is a blend of powdered solder alloy and flux combined into a paste. It’s used to deposit solder in precise locations (like the tiny pads of a surface-mount PCB) and hold components in place before the solder is melted to form joints.
In short, solder paste includes flux as one ingredient, whereas flux is its own separate material. They are related, but not identical or interchangeable. If you’ve ever wondered, Is soldering paste the same as flux? This detailed, and comparative guide is for you!
What is Soldering Flux?
Soldering flux is a chemical cleaning compound used during the soldering process to prepare metal surfaces for a good solder bond. Metals like copper quickly form an oxide layer when exposed to air, and these oxides prevent solder from wetting (spreading and sticking) properly. Flux removes or prevents these oxides, essentially cleaning the surface during the act of soldering so that molten solder can form a strong metallurgical bond.
In electronics, common flux formulations are made of a few key ingredients:
Rosin or Resin: A natural resin (often from pine tree sap) that is non-conductive and non-corrosive when solid. Rosin acts as the base that can coat the joint and, when heated, helps remove oxidation. Rosin-based flux is very common in electronics soldering due to its effective cleaning action and benign residue (if left uncleaned in non-critical areas).
Activators (Mild Acids): Chemical additives that actively strip away oxides when heated. These can be organic acids or halides that become active at soldering temperatures to chemically reduce (remove) metal oxides. They make the flux more aggressive in cleaning, which is especially needed for metals that have been exposed to air or heat for long periods.
Solvents and Binder: These keep the flux in liquid or paste form for easy application, and evaporate or burn off during soldering. Solvents ensure the flux can be applied evenly and help carry the active ingredients. A thickener (in paste/gel flux) gives it a tacky consistency so it can stay where you put it.
Additives: Some fluxes include dyes, surfactants, or other stabilizers to improve performance (for example, to ensure even spreading or to leave less residue).
There are several types of solder flux used in electronics, classified typically by composition and residue behavior:
Rosin Flux (R): Made from natural rosin/resin with activators. Traditional rosin flux is further categorized by activity level: R (plain rosin), RMA (Rosin Mildly Activated), and RA (Rosin Activated) – the latter containing stronger activators. Rosin flux residue is generally non-corrosive unless activated (RA flux residues can be mildly corrosive over time). Rosin flux is solid at room temp but melts when heated, and is often found as the core of “rosin-core” solder wire. [1]
No-Clean Flux: A modern flux designed to leave minimal, non-conductive residue so that cleaning after soldering is not required. No-clean flux typically has lower activity (weaker acids) and often uses synthetic resins. It sacrifices some cleaning strength for the convenience of leaving safe residues. Most solder pastes for PCB assembly today use no-clean flux formulations.
Water-Soluble Flux: Flux that is designed to be easily cleaned off with water after soldering. These fluxes are usually more aggressive (they contain stronger organic acids) to ensure excellent cleaning, because the residue will be washed off anyway. They are common in manufacturing when you plan to fully clean the board (for example, high-reliability assemblies that can’t tolerate any residue). The residues from water-soluble flux must be cleaned off, as they are typically conductive or corrosive if left on a board.
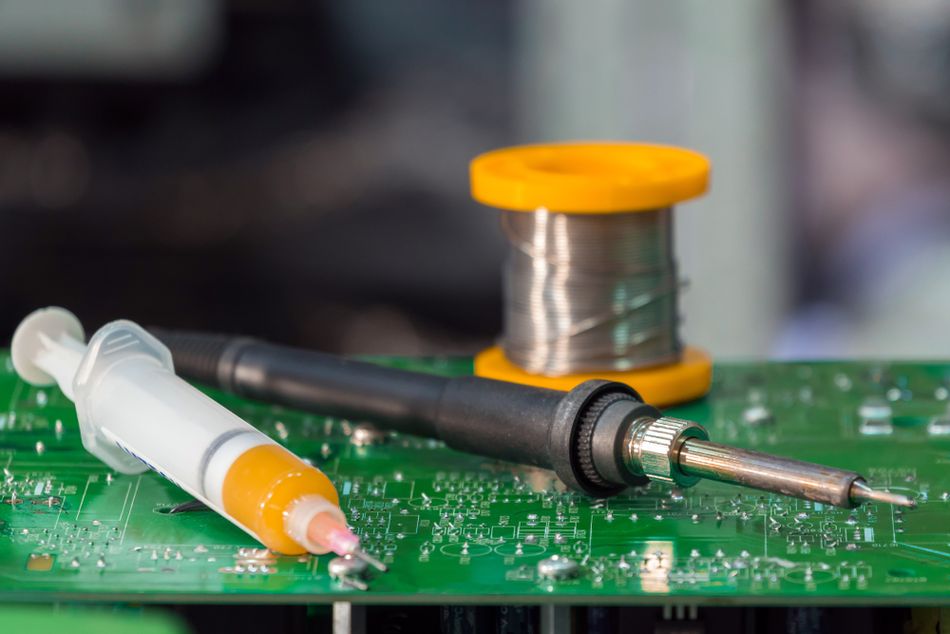
Flux comes in different physical forms! Let’s get to know these:
In hand soldering, liquid flux in a pen or bottle can be brushed on, or gel/paste flux can be applied with a syringe or cotton swab. Flux is also often built into solder wire as a flux core – when you see solder wire marketed as “flux-core solder,” it means a rosin-based flux is contained in the hollow center of the wire. This way, when you solder with that wire, the flux is released automatically to clean the joint.
In wave soldering (for through-hole boards in mass manufacturing), flux is typically sprayed or foamed onto the entire board before it passes through a molten solder wave.
In reflow soldering for surface-mount boards, flux is present in the solder paste or sometimes deposited via stencil before reflow in certain scenarios.
Flux doesn’t create the joint—but without it, a joint won’t be reliable! It ensures conductivity by allowing solder to wet the metal cleanly, reducing impurities, preventing bridging, and ensuring a durable, low-resistance bond. Every reliable solder joint in electronics begins with effective flux action. Next, we’ll look at solder paste, which actually contains flux within it!
Recommended Reading: Practical Guide to Solder Flux
What is Solder Paste?
Solder paste is a ready-made mixture of solder alloy and flux, blended into a thick paste. It typically consists of microscopic solder particles (powdered metal) suspended in a flux binder. In electronics assembly, solder paste is used primarily for Surface Mount Technology (SMT) – it allows one to deposit precise amounts of solder on each pad of a circuit board so that when components are placed and the paste is heated, it melts and forms all the solder joints in one go.

Key characteristics of solder paste:
1. Composition
Solder paste is about 85-90% metal powder by weight, with the remaining 10-15% being flux and binder that give it a paste consistency. The metal is usually a tin-based alloy. The common formulations include:
Common Leaded Solder Paste: 63% tin and 37% lead (Sn63/Pb37)
Popular Lead-Free Paste: Sn96.5/Ag3.0/Cu0.5 (SAC305) or similar
The flux component in the paste can be no-clean or water-soluble, etc., just like standalone flux. The paste’s flux not only cleans the surfaces being soldered but also removes oxides from the solder powder itself during reflow.
2. Appearance and Behavior
The solder paste appears gray and putty-like due to its high metal content. Its tacky consistency allows it to act as a temporary adhesive—securing small electronic components in place before soldering. This tackiness is crucial for aligning parts during automated or manual placement.
3. Usage in Assembly
In manufacturing, solder paste is applied using a stencil aligned over the printed circuit board. A squeegee spreads the paste across the stencil, depositing it precisely onto each pad. After stencil removal, SMDs are placed on the paste. During reflow heating (typically ~240°C for lead-free solder), the molten solder wets the pads and leads, forming strong electrical connections as it cools.
For small-scale prototyping, a syringe can be used to dispense paste manually. Regardless of the method, even application is key—excess paste can cause bridging, while too little can weaken joints.
4. Flux Residue
Depending on the flux type in the paste, you may or may not need to clean the board after soldering.
No-Clean Solder Pastes leave a small amount of benign residue (usually a thin clear film) that can be left on the board.
Water-Soluble Solder Pastes leave residues that are conductive or corrosive, so those boards must be washed (often in a water cleaner or ultrasonic bath) soon after reflow.
If using a water-soluble paste, cleaning is critical – as one engineer notes, if not cleaned promptly the residue can absorb moisture and become conductive, and is very difficult to remove later.
5. Shelf Life and Storage
Solder paste is perishable! The activators in the flux can slowly react with the solder powder even at room temperature, causing the paste to degrade over time. Thus, solder paste is normally refrigerated at 0–10°C to extend its life. Most commercial solder pastes have a shelf life of around 6 months (when stored properly). [2] Using paste past its expiration can result in poor printing, clumpy texture, or defects in soldering. When using the paste, you also need to let it come to room temperature after refrigeration (to avoid condensation) and stir it to ensure uniform consistency before applying.

Solder paste is solder in a ready-to-use form for assembling many joints at once! It combines the metal and flux so that you don’t have to feed solder wire and flux separately for each tiny component lead. Solder paste is indispensable for modern PCB assembly techniques, especially for the small components in today’s digital designs. However, it’s not typically used for hand-soldering single joints – that’s where separate flux and solder (e.g. a solder wire) are more convenient. Next, we’ll directly compare solder paste and flux across various factors to cement the differences.
Recommended Reading: PCB Solder Mask: Everything You Need to Know
Solder Paste vs Flux: Key Differences
Now that we have defined both flux and solder paste, let’s answer the core question: Is soldering paste the same as flux? The answer is NO – they are related but distinct materials. While they both play a vital role in soldering, their composition, purpose, and use cases differ. Here is a breakdown of the key differences between solder paste and flux:
| Aspect | Solder Paste (Solder + Flux) | Soldering Flux (Flux Alone) |
| Composition | Homogenous mixture of solder alloy (metal particles such as tin/lead or lead-free solder) suspended in flux paste | Chemical cleaning agent used to remove impurities and oxides from metal surfaces to improve electrical connection |
| Physical Form | Thick, gray, tacky paste, usually stored in syringes or jars. Must be refrigerated to preserve shelf life | Available as liquid flux, gel, or rosin-based solid forms. Commonly sold in pens, bottles, or tubs |
| Primary Purpose | Applies both solder and flux in one step—ideal for surface mount processes. During reflow, the molten solder forms a reliable electrical connection | Used to clean and activate the solder site. It facilitates solder flow, minimizes oxidation, and helps reduce bridging in manual or automated soldering |
| Usage Scenario | Primarily used in SMT assembly and reflow soldering, such as with BGAs or QFNs. Also useful for hot-air PCB assembly rework | Used in all types of soldering: wave soldering, rework, flux core solder applications, or anytime extra cleaning action is required |
| Application Method | Dispensed or printed onto pads using a stencil for accurate dosing. Components are then placed, and the board is heated to reflow the solder | Applied directly to joints or pads using a brush, pen, or automated spray. Often reapplied during rework to assist with solder flow and clean up old flux residues |
| Need for Additional Solder | No. The paste includes solder alloy, so no extra wire is needed | Yes. It contains no metal. Must be used alongside molten solder (e.g., solder wire, pre-tinned leads, or solder bath) |
| Residue After Soldering | Leaves flux residues depending on the type of flux. No-clean variants are inert, while water-soluble ones require cleaning to prevent conductivity issues | Also leaves flux residues, especially if rosin-based. These can be sticky, corrosive, or conductive—requiring cleaning with isopropyl alcohol or water, depending on the flux type |
| Storage & Shelf Life | Shorter shelf life (~6 months). Requires refrigeration to prevent degradation of the resins and metal separation | Typically 1–2 years at room temperature when sealed. Less sensitive to time and temperature variations |
The table above shows that the solder paste and flux differ in composition and usage, but they are complementary! In fact, solder paste wouldn’t work without flux – the flux within it is crucial to ensure the solder particles can melt and bond to the pad and component leads. On the flip side, flux by itself can’t solder anything; you always need a source of metal solder to form a connection.
In certain markets—especially hobbyist or overseas packaging—you might encounter products labeled as soldering paste that are actually flux paste (with no metal content). Here's how to tell the difference:
True Solder Paste is grey, contains a metal solder alloy, and is labelled with compositions like Sn63/Pb37 or SAC305.
Flux Only Paste is typically amber or brown and may be described simply as "soldering aid" or "flux paste."
If the product doesn’t specify an alloy or mentions using it with a soldering iron for repairs, it’s likely just flux. Knowing this difference will save you from trying to solder a joint with only flux (which won’t work because there’s no metal solder in it).

In practical terms, you’ll use flux in scenarios like soldering a wire to a connector, re-tinning an oxidized pad, or reworking a solder bridge – anytime you need to clean the area and help the solder flow. You’ll use solder paste when you have a blank PCB and loose SMD components to mount, or when reflow-soldering a BGA or QFN with a hot air tool. The next sections will delve into how flux and solder paste are applied in these different contexts.
Recommended Reading: Types of Solder: A Comprehensive Guide for Engineering Professionals
Using Flux in Manual Soldering and Repair
In manual soldering—such as using a soldering iron for through-hole components or point-to-point wiring—flux is essential for forming strong, reliable electrical connections. Even when you don’t apply it separately, flux is often present in the materials you use. For example, most electronics solder wires are flux core solder, containing a rosin-based flux inside the hollow centre of the wire. As the wire melts, the flux activates, cleaning the joint just as the molten solder forms.

However, there are many cases where additional flux is useful or required in hand soldering:
Soldering Small SMDs with an Iron: When dragging a soldering iron across fine-pitch IC pins, adding liquid flux helps prevent bridging by improving wetting. The flux allows the solder to flow only where it should, avoiding solder whiskers between pins.
Reworking Joints: If you need to desolder or re-solder a joint (for example, to replace a component), adding a drop of flux makes the old solder flow better. It also helps solder wick (braid) to soak up solder when cleaning pads. Repair technicians often flood a stubborn joint with flux to rejuvenate it before heating.
Joining Oxidized or Large Surfaces: When soldering something that has a slight tarnish or that is very large (and thus heats slowly), extra flux ensures the area stays oxide-free during the longer heating. For example, soldering a ground wire to a copper plane – you’d scrape the plane clean and likely use additional flux to get the solder to take.
Using Solder Wick (Braid): Flux is applied to the copper braid to help it suck up molten solder more effectively. Many solder wick rolls come pre-fluxed, but if not, you can add some.
The basic technique for using flux in hand soldering is straightforward! As a general guide: clean the surfaces, apply a bit of flux, heat the joint, and then apply solder. The flux will start working as soon as the heat rises near the soldering temperature (around 250°C or so for rosin flux). You’ll see it bubbling or smoking as it reacts with oxides. Then you introduce the solder (wire or pre-form) to actually form the joint.
Remember that after soldering, flux residue might be left on the board. If you used a rosin or water-soluble flux for a manual solder, you’ll want to clean it off if it’s corrosive or if the board needs a professional finish. Isopropyl alcohol and a brush can be used to clean rosin flux residue, for example. No-clean flux residue can usually be left as-is since it’s benign, but aesthetically you might still clean it a bit.
In summary, flux in manual soldering is your friend whenever the solder joint isn’t forming nicely. Many soldering issues (solder not sticking, uneven joints) can be solved by adding the right flux. As one electronics forum user succinctly put it: “you can’t make an actual connection with only flux, you still need some solder… But you can’t get a good connection without flux either”. It’s the combination that does the trick!
Recommended Reading: Demystifying Soldering Techniques: A Comparison of Wave Soldering and Reflow Soldering
Using Solder Paste for SMT Reflow Soldering
When it comes to assembling PCBs with lots of small components (surface-mount devices), solder paste is the go-to material. Using solder paste followed by a reflow process offers major efficiency gains for production and even prototyping.

Here’s how solder paste is applied in practice and some tips for its use:
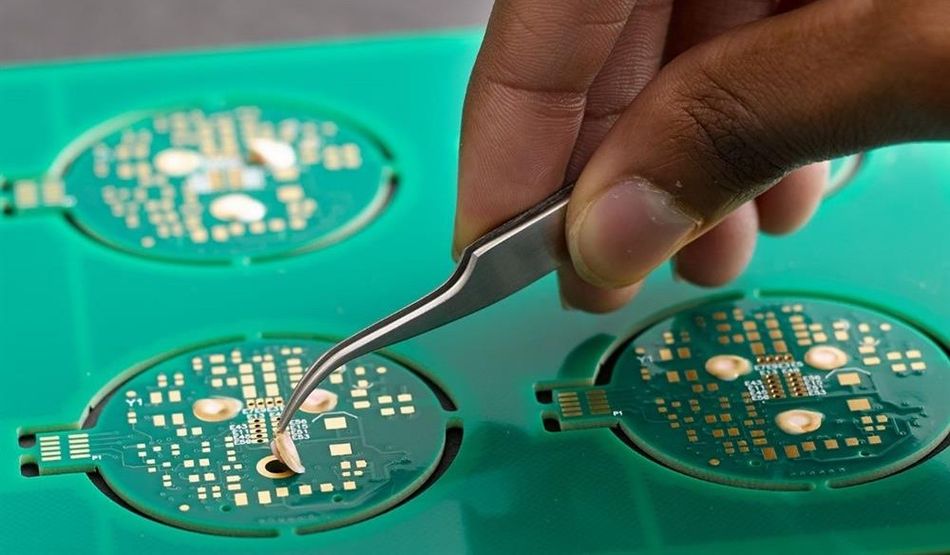
Printing vs. Dispensing: In a production environment, a stencil printer is used to apply solder paste to dozens or hundreds of pads at once. This ensures each pad (whether it’s for a tiny 0402 resistor or a large IC) gets the correct amount of paste. [3] For hobbyists or small runs, you might skip the stencil and use a syringe to dispense paste dot by dot. Dispensing is fine for a handful of components; a stencil is preferred for many components or fine-pitch parts to control paste volume.
Placement of Parts: Once the paste is on the pads, each component is placed so that its leads or terminals sit in the paste. Thanks to the paste’s stickiness, the components will stay put (to a reasonable extent) even if the board is jostled lightly. This tack property is temporary – just enough to hold parts until soldering.
The Reflow Process: The board with paste and components is then heated. Typically, this is done in a controlled reflow oven which follows a temperature profile: first a preheat stage (to safely evaporate solvents and activate flux), then a peak temperature above the solder’s melting point, then cooling down. For prototyping, people often use toaster ovens or hot air rework tools to reflow solder paste. The key is to heat all the joints sufficiently so that the solder particles melt and coalesce. As this happens, the paste goes from looking paste-like to molten solder blobs, and surface tension pulls the components into alignment. The flux in the paste is hard at work during reflow – it’s removing oxides from the pad and component metal surfaces, as well as keeping the solder particles from oxidizing further. After cooling, the solder solidifies and the components are soldered in place.
Handling Considerations: Solder paste, as mentioned, must be relatively fresh and well-handled. When working with it, only take out the amount you need and keep the rest sealed and cold. Let the paste warm up to room temperature before use (to avoid moisture condensing in it from the air). Stir it if instructed by the manufacturer – some pastes settle a bit. Use proper tools (stencil, scraper, or syringe tips) to apply it; this ensures you get consistent results. If you accidentally smear paste or put too much, it’s best to wipe it off and reapply rather than hoping it will sort itself out in reflow (excess paste can cause solder bridges).
Rework with Paste: There are cases where you might use solder paste for rework. For example, if a BGA chip needs to be re-balled or resoldered, tiny solder paste deposits or pre-forms can be used on the pads before reflowing the chip. Alternatively, to solder a heat-spreader pad of a QFN, you could put a small dab of paste on the pad and then hot-air solder the component. These are more advanced use cases, but show that solder paste isn’t exclusively for initial assembly – it can be a tool in repairs too.
One frequently asked question is: do I need extra flux when using solder paste? Generally, solder paste has flux built-in sufficient for the soldering process, so you shouldn’t need to add more flux. In fact, adding extra liquid flux on top of solder paste can sometimes cause the paste to spread or move. However, in some tricky situations (like reflowing a board a second time, or soldering a very large pad), a touch of additional flux can help ensure good flow. But as a rule, if your solder paste is fresh and applied correctly, its internal flux is formulated to handle the job of wetting the joint.
Using solder paste effectively is a bit of an art that improves with practice. Beginners sometimes find it daunting to work with because of the mess or the need for heating equipment. But for assembling fine-pitch components or many joints at once, it’s unmatched in convenience. Modern PCB assembly services and kits have made it easier than ever to prototype with solder paste – you can even get stencils made cheaply to apply paste perfectly. As an engineer, being comfortable with solder paste opens up the ability to prototype complex SMD boards right at your bench.
Recommended Reading: Solder Reflow: An In-Depth Guide to the Process and Techniques
Conclusion
So, is soldering paste the same as flux? Absolutely Not! While both play essential roles in PCB assembly, they serve distinct purposes. Solder paste combines solder alloy and flux paste, enabling simultaneous metal deposition and surface preparation—ideal for surface mount and reflow processes. On the other hand, flux alone acts as a chemical cleaning agent, removing impurities and aiding solder flow, especially during manual soldering or wave soldering.
Misunderstanding these materials—especially in cases where the soldering paste is mislabeled as flux paste—can lead to failed joints, excessive flux residues, and poor conductivity. Always verify product specifications, especially alloy content, to ensure effective use in printed circuit boards.
In summary, while solder paste contains flux, not all flux is solder paste! Each has a defined role in achieving clean, strong electrical connections—and recognizing that difference is critical for electronics engineers looking for soldering excellence.
Frequently Asked Questions (FAQs)
Q: Can solder paste be used instead of flux?
A: Not ideally! Solder paste contains solder alloy and flux paste, making it unsuitable when only cleaning is needed. Using it instead of flux can unintentionally add molten solder, causing bridging or over-deposition in fine PCB assembly work.
Q: Do I need to apply flux if I’m already using solder paste?
A: No, solder paste includes sufficient flux paste for most joints. Extra flux can dilute the formula and disrupt solder flow, except during rework. In standard surface mount procedures, added flux isn’t needed.
Q: Can I solder without using any flux at all?
A: Soldering without flux is risky! Contaminants and impurities block electrical connections. Even flux core solder relies on internal rosin-based flux. Without it, wetting is poor and results in cold joints or weak bonds.
Q: What is the difference between solder flux paste and solder paste?
A: Flux paste is a cleaning agent only—no metal! Solder paste contains lead-free solder or tin/lead solder alloy. The former prepares surfaces; the latter delivers both molten solder and flux in pcb assembly processes.
Q: How do I apply solder paste for PCB assembly?
A: Use a stencil for precise application! Paste is spread across openings, aligned to pads. For small runs, a syringe can work. Avoid overapplication to prevent bridging, and always ensure proper solder flow and electrical connection.
Q: How should I clean flux residue after soldering?
A: Flux residues vary! Isopropyl alcohol cleans rosin-based or no-clean types. Water and detergent clean water-soluble flux. Removing residue helps prevent long-term conductivity issues and keeps printed circuit boards cosmetically clean and functionally reliable.
Q: Does solder paste expire or go bad?
A: Yes. Over time, resins in paste degrade, impacting solder flow. Expired paste leads to poor wetting or random bridging. Keep it refrigerated and check the label date. In contrast, flux (including liquid flux) has a longer shelf life.
References
[1] Nordson. Clearly Understanding Solder Paste Descriptions [Cited 2025 April 14] Available at: Link
[2] AIM. Solder Paste Storage & Handling Guideline [Cited 2025 April 14] Available at: Link
[3] ResearchGate. The Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost Reduction [Cited 2025 April 14] Available at: Link