What is a PLC (Programmable Logic Controllers): A Comprehensive Guide
A Programmable Logic Controller (PLC) is a specialized computer that operates factory machines, power plants, and even theme parks. Unlike a regular PC, a PLC can handle tough environments to manage production lines or operate elevators. This article will discuss its operations and unique features.

Last updated on 29 Aug, 2024. 24 minutes read
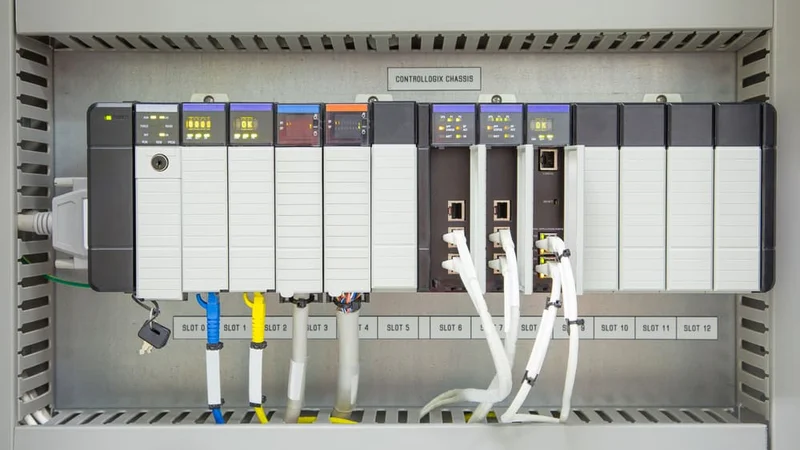
A Programmable Logic Circuit (PLC) with analog digital input and output card, with power supply and processor module
Introduction
A Programmable Logic Controller (PLC) is a specialized, rugged computer used to automate, monitor, and control industrial machinery and processes. Unlike regular computers, PLCs are built to withstand harsh environments and are equipped with input/output (I/O) ports to interact with sensors, actuators, and other devices. They gather data from these inputs, make decisions based on pre-set instructions, and control the output accordingly.
PLCs serve as the backbone of industrial automation, handling tasks from running assembly lines to managing power plant operations. They continuously monitor system performance, report data, and adjust operations in real-time to ensure everything runs smoothly and efficiently. Through these advanced features PLCs play a critical role in ensuring safety, minimizing downtime, and maintaining consistent industry standards. This article aims to explain to you the main role of PLCs offering a glimpse into the future of smart manufacturing and automation.
What is a PLC? Understanding The Basics
History
The first PLC was developed in 1968 by Dick Morley, for General Motors. This was in response to the traditional relay systems that were challenging to design and modify, considering the complex wiring. The primary role of a PLC is to control machinery and processes. At its core, a PLC is a device that continuously monitors the state of input devices and makes decisions based upon a custom program, in order to control the state of output devices. PLCs are often used in factories and industrial plants to control motors, pumps, valves, actuators, and other machinery involved in the production process [1].
Defining a PLC
Programmable Logic Controllers (or programmable controllers), commonly known as PLCs, are industrial computers designed specifically for industrial applications. Unlike a traditional computer, which is designed to perform a wide range of tasks, a PLC is programmed to perform specific tasks within an industrial process. This could be as simple as controlling a single machine, or as complex as managing an entire manufacturing line. As will be discussed later, PLCs are programmed using ladder logic, function block diagrams, or other popular languages specially designed for industrial control systems.
PLCs have several key advantages over traditional control systems:
- They are highly reliable and capable of operating non-stop for years on end.
- They are flexible, allowing for changes in the control process without significant hardware modifications.
- They can handle many input/output signals and can be networked to other PLCs and computers for complex control tasks.
In summary, a PLC is a highly adaptable and resilient piece of hardware, tailored to the demanding needs of industrial control.
What is a relay logic system?
Relay logic systems were the predecessors to Programmable Logic Controllers (PLCs) and were widely used in industrial automation before the advent of digital technology. These systems consisted of numerous electromechanical relays, switches, and wiring arranged in large, often complex panels. Each relay in the system acted as a simple on/off switch that could control electrical circuits, enabling the automation of machinery and processes.
Relay logic systems performed basic control functions like starting and stopping motors, switching lights, and managing simple sequences in industrial processes. However, as manufacturing and industrial operations grew more complex, relay systems became increasingly difficult to manage. They required extensive wiring, were prone to wear and tear, and were challenging to modify or expand. Troubleshooting was also cumbersome, as finding a fault in a web of relays and wires could take significant time.
These limitations—complexity, inflexibility, high maintenance, and difficulty in scaling—highlighted the need for a more efficient solution, paving the way for the development of PLCs. PLCs offered a simpler, more reliable, and easily programmable alternative, capable of handling far more sophisticated automation tasks with less physical hardware and wiring.
How Does a PLC Work?
The operation of a Programmable Controller (PC) is centered around a simple but powerful principle. This principle involves continuous cycling through a sequence of operations known as the scan cycle. The scan cycle is crucial to the functioning of the PLC and the processes it controls.
The Process of Scan cycle
A PLC works through a continuous process known as the SCAN cycle, which includes three main stages: input, processing, and output. To understand this, imagine an automated conveyor belt system in a manufacturing plant.
- Input: Sensors are placed along the conveyor belt to detect the presence of items. These sensors send signals to the PLC, representing the system's current state. For example, a sensor might detect an item passing by and send a signal to the PLC indicating its presence.
- Processing: Once the PLC receives the input signals, it enters the processing stage. The PLC uses a pre-programmed logic (stored in its memory) to decide what actions to take. In our conveyor belt example, the PLC might be programmed to start or stop the belt, depending on whether the sensor detects an item.
- Output: After processing the inputs, the PLC sends commands to the output devices, such as motors or actuators. In this scenario, if the PLC determines that the conveyor belt should move, it signals the motor to start the belt. If the sensor detects no items, the PLC might command the motor to stop.
This scan cycle repeats continuously while the PLC operates, typically many times per second. This is known as the scan rate. This can vary from 10ms to 1000ms, depending on the type of PLC. It is affected by the number of inputs connected, the complexity of the program, and the number of outputs. This allows the PLC to respond in real-time to input changes and control the outputs accordingly. The rapid and continuous cycling through input, program, and output scans allows the PLC to control complex industrial processes with precision and reliability.
Components of PLC
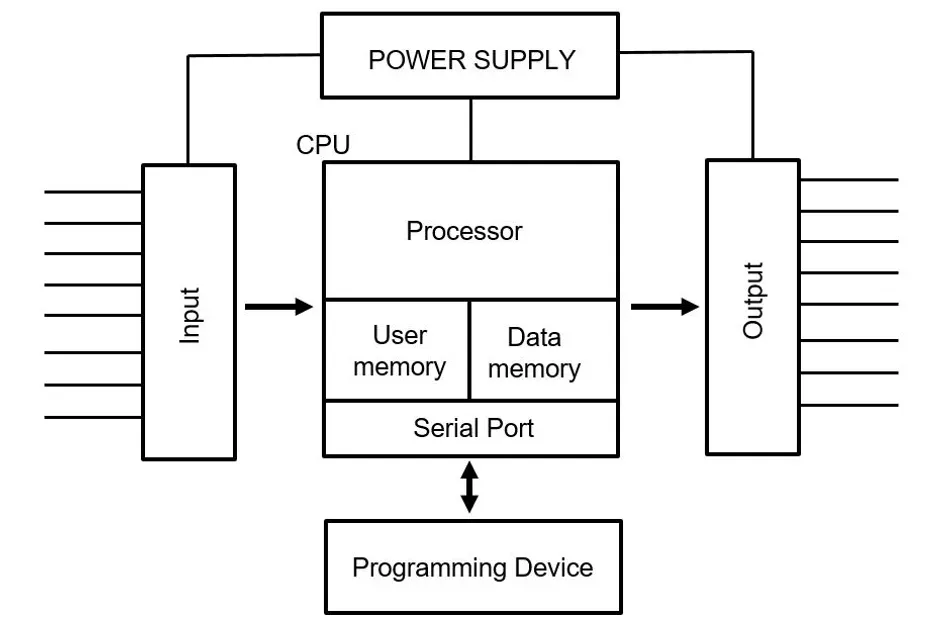 PLC Block Diagram. Credits: Wikimedia
PLC Block Diagram. Credits: Wikimedia
Central Processing Unit (CPU): The Heart of a PLC
The Central Processing Unit (CPU) is the core component of a Programmable Logic Controller (PLC), acting as its brain and decision-making center. It executes the control program, processes data, and manages communication between various modules within the PLC system. The CPU reads input signals, executes the programmed logic, and updates output signals accordingly, all in a continuous scan cycle.
PLCs utilize various CPUs, each designed for specific applications and performance requirements. These include:
- Fixed CPUs: Integrated into compact PLCs, offering limited but cost-effective solutions for simple applications.
- Modular CPUs: Found in larger PLCs, allowing for customization and expansion of the system.
- Soft CPUs: Software-based CPUs run on industrial PCs, offering high flexibility and integration with IT systems.
CPU speed and memory play crucial roles in PLC performance. Faster processors can execute complex logic and handle more I/O points in shorter scan times, improving system responsiveness. Larger memory capacities allow for more extensive programs, data logging, and advanced functions like process visualization.
To illustrate CPU capabilities, consider these technical specifications:
- Clock speed: Ranging from 20 MHz in basic models to over 1 GHz in high-performance PLCs
- Memory: From 64 KB in compact PLCs to several MB in advanced models
- Scan time: As low as 0.08 ms for high-speed applications
- I/O capacity: Handling anywhere from 10 to over 100,000 I/O points
Modern PLC CPUs often incorporate features like built-in Ethernet ports, support for multiple programming languages, and advanced motion control capabilities. These enhancements enable PLCs to meet the demands of Industry 4.0, facilitating seamless integration with other systems and supporting complex automation tasks in manufacturing environments.
Suggested Readings: RISC-V vs ARM: A Comprehensive Comparison of Processor Architectures
Input/Output (I/O) Modules: The PLC's Sensory System
Input/Output (I/O) modules serve as the vital link between a Programmable Logic Controller (PLC) and the physical world of industrial processes. These modules act as the PLC's sensory and control interface, allowing it to receive information from various field devices and send commands to actuators and other control equipment.
I/O modules are broadly categorized into two main types: digital and analog. Digital I/O modules handle discrete on/off signals, while analog I/O modules process continuous variable signals.
Digital I/O modules handle binary signals, working with simple on/off states (0 or 1). Human-generated inputs like push buttons, limit switches, or proximity sensors provide direct on/off signals that digital inputs can easily interpret. Digital outputs are used to control devices such as relays, motor starters, or indicator lights, and can also drive audio-visual indicators like buzzers and signal lights, making them ideal for applications needing straightforward control and status feedback.
Analog I/O modules, on the other hand, manage continuous signals that vary across a range of values. Analog inputs measure complex variables like temperature, pressure, flow rate, or weight using sensors that output varying voltage or current. These inputs can also come from more intricate human interfaces like potentiometers or joystick controls. Analog outputs, in turn, provide precise control over devices such as variable frequency drives, valve positioners, or heating elements, and can be used to drive equipment that needs smooth, variable adjustments, or even audio-visual outputs that require fine-tuned control.
In industrial automation, PLCs, HMIs, and SCADA systems work together to form a cohesive control system. PLCs are the central controllers that execute the logic and control algorithms, directly interacting with sensors and actuators to manage processes. HMIs serve as the interface between the PLC and the human operator, providing a user-friendly way to monitor the system's status, input commands, and make adjustments.
Common input devices connected to PLC I/O modules include:
- Pushbuttons and switches
- Proximity sensors
- Photoelectric sensors
- Thermocouples and RTDs
- Pressure transducers
- Flow meters
Common output devices include:
- Relays and contactors
- Solenoid valves
- Motor starters
- Indicator lights
- Proportional valves
- Variable frequency drives
The following table compares different types of I/O modules:
| Type | Signal Type | Resolution | Typical Applications | Advantages |
| Digital Output | Discrete (On/Off) | 1 bit | Valve actuation, motor control | High current capacity, isolation |
| Analog Input | Continuous (e.g., 4-20mA, 0-10V) | 12-16 bit | Temperature, pressure measurement | Precise measurement of continuous variables |
| Analog Output | Continuous (e.g., 4-20mA, 0-10V) | 12-16 bit | Speed control, position control | Smooth, precise control of processes |
| Digital Input | Discrete (On/Off) | 1 bit | Presence detection, limit switches | Simple, fast response |
| Thermocouple | Continuous (mV) | 16-24 bit | High-temperature measurement | Wide temperature range, no external power needed |
| RTD | Continuous (Resistance) | 16-24 bit | Precise temperature measurement | High accuracy, stability |
| Pulse Input | Discrete pulses | Varies | Flow measurement, encoder feedback | High-speed counting, frequency measurement |
| Specialty | Varies | Varies | Motion control, weighing systems | Optimized for specific applications |
I/O modules play a crucial role in adapting PLCs to a wide range of industrial applications, from simple machine control to complex process automation. The choice of I/O modules depends on the specific requirements of the application, including the types of signals to be processed, the required accuracy, and the environmental conditions in which the system will operate.
Further Readings: HMI Technologies: The Ultimate Guide to Human-Machine Interface Innovations
Programming Device
PLC programs are typically written in a programming device, which can take the form of a desktop console, special software on a personal computer, or a handheld programming device. Then, the program is downloaded to the PLC directly or over a network. It is stored either in non-volatile flash memory or battery-backed-up RAM. In some programmable controllers, the program is transferred from a personal computer to the PLC through a programming board that writes the program into a removable chip, such as EPROM.
Manufacturers develop programming software for their controllers. In addition to being able to program PLCs in multiple languages, they provide common features like hardware diagnostics and maintenance, software debugging, and offline simulation [4].
Memory Systems: The PLC's Data Storage
Memory systems in Programmable Logic Controllers (PLCs) play a crucial role in storing and managing the data necessary for controlling industrial processes. PLCs utilize various types of memory [2], each serving specific purposes in the overall operation of the controller.
- Random Access Memory (RAM) is the primary working memory in PLCs. It stores the user program, data tables, and temporary variables during program execution. RAM is volatile, meaning its contents are lost when power is removed. Modern PLCs often use static RAM (SRAM) for faster access times and lower power consumption.
- Read-Only Memory (ROM) contains the PLC's operating system and firmware. This non-volatile memory ensures that critical system functions remain intact even when power is lost. ROM typically stores the basic input/output system (BIOS), communication protocols, and fundamental programming instructions.
- Electrically Erasable Programmable Read-Only Memory (EEPROM) serves as non-volatile storage for user programs and configuration data. It allows for data retention without power while still permitting updates when necessary. EEPROMs are often used to store backup copies of the user program, enabling quick recovery in case of RAM failure.
Some PLCs also incorporate flash memory, which combines the non-volatility of EEPROM with faster write speeds. Flash memory is commonly used for storing larger programs, firmware updates, and data logging.
PLC memory systems have evolved significantly over the years, with modern PLCs offering larger memory capacities and more sophisticated memory management features. This evolution has enabled PLCs to handle increasingly complex automation tasks, support advanced networking capabilities, and integrate seamlessly with higher-level control and information systems in industrial environments.
Power Supply: Energizing the PLC
The power supply is a critical component of any Programmable Logic Controller (PLC) system, providing the necessary electrical energy to operate the PLC and its associated modules. Its primary function is to convert incoming AC power from the mains supply into the DC voltages required by the PLC's internal components and connected devices.
PLC power supplies come in various configurations to suit different application needs:
- Integrated Power Supplies: These are built into the PLC chassis and are common in compact and some modular PLCs. They offer simplicity but may limit expansion options.
- Modular Power Supplies: Separate modules that can be easily replaced or upgraded. They provide flexibility for system expansion and are typical in larger PLC systems.
- Redundant Power Supplies: Used in critical applications where continuous operation is essential. They consist of multiple power supply units that can take over if one fails.
- DC-DC Converters: Used when the primary power source is already DC, such as in battery-powered or vehicle-mounted systems.
- Uninterruptible Power Supplies (UPS): While not part of the PLC itself, UPS systems are often used to ensure continuous operation during power outages.
Safety considerations for PLC power supplies are paramount in industrial environments:
- Overcurrent Protection: Power supplies should have built-in overcurrent protection to prevent damage from short circuits or overloads.
- Overvoltage Protection: To safeguard against voltage spikes that could damage the PLC or connected devices.
- Isolation: Proper electrical isolation between input and output to protect against ground loops and electrical noise.
- EMI/RFI Filtering: To reduce electromagnetic and radio frequency interference that could disrupt PLC operation.
- Thermal Management: Adequate cooling to prevent overheating, which can lead to premature failure or reduced lifespan.
- Certification: Compliance with relevant safety standards (e.g., UL, CE, CSA) for the intended operating environment.
Typical technical specifications for PLC power supplies include:
- Input Voltage Range: 85-264 VAC (for wide-range inputs)
- Output Voltage: 24 VDC (most common), with options for 5 VDC, 12 VDC, or multiple outputs
- Output Current: Ranging from 1A to 40A or more, depending on system requirements
- Efficiency: Typically 80-95%
- Operating Temperature Range: Often -25°C to +70°C for industrial environments
- MTBF (Mean Time Between Failures): 100,000 hours or more for high-reliability units
- Ripple and Noise: Less than 50mV peak-to-peak
- Load Regulation: ±1% or better
- Line Regulation: ±0.5% or better
- Protections: Short circuit, overload, overvoltage, and sometimes over-temperature
When selecting a power supply for a PLC system, engineers must consider factors such as total power requirements, environmental conditions, regulatory compliance, and the potential for future system expansion [3]. Proper sizing and selection of the power supply are crucial for ensuring reliable operation of the PLC system in demanding industrial applications.
How is PLC Programmed? Languages and Methodologies
Ladder Logic: The Traditional PLC Language
Ladder Logic is the most widely used programming language for Programmable Logic Controllers (PLCs). It derives its name from its resemblance to a ladder, with two vertical rails and horizontal rungs between them. This graphical language was developed to mimic relay logic diagrams, making it intuitive for electricians and engineers familiar with hardwired control systems.
In Ladder Logic, program execution flows from left to right and top to bottom. The left rail represents power flow, while the right rail typically represents the ground. Rungs contain various elements such as contacts (inputs), coils (outputs), and function blocks.
Advantages of Ladder Logic:
- Intuitive visual representation of control logic
- Easy to understand and troubleshoot for technicians with electrical background
- Real-time visualization of program execution
- Wide industry acceptance and support
- Suitable for both simple and complex control tasks
Limitations of Ladder Logic:
- Can become complex and hard to manage for large programs
- Limited support for structured programming concepts
- Not ideal for complex mathematical operations or data manipulation
- May require more memory and execution time compared to text-based languages
Common Ladder Logic instructions include:
- Normally Open (NO) Contact: Represents an input condition that must be true (on) to allow power flow
- Normally Closed (NC) Contact: Represents an input condition that must be false (off) to allow power flow
- Output Coil: Represents an output that is energized when power flows through it
- Timer: Used for time-based control operations
- Counter: Used for counting events or operations
- Compare: Used for comparing values
- Math: Used for basic arithmetic operations
Ladder Logic remains a popular choice for PLC programming due to its simplicity and direct correlation to hardwired relay logic. However, as control systems become more complex, it is often used in conjunction with other PLC programming languages to leverage the strengths of each approach.
Recommended Readings: Ladder Logic Symbols: A Comprehensive Guide
Recommended Readings: Exploring Ladder Logic Programming: An In-depth Exploration
Function Block Diagram (FBD): Visual PLC Programming
Function Block Diagram (FBD) is a graphical programming language for PLCs that represents a system in terms of interconnected function blocks. This approach is based on the concept of data flow between processing elements, making it particularly suitable for process control applications and complex algorithms.
In FBD, programs are constructed by connecting function blocks with lines that represent the flow of data or signals. Each function block performs a specific operation, such as mathematical calculations, logic operations, or control functions. The inputs and outputs of these blocks are connected to create the desired control logic.
Compared to ladder logic, FBD offers several key differences:
- Visual representation: While ladder logic mimics relay circuits, FBD resembles electronic circuit diagrams or flowcharts.
- Data flow orientation: FBD clearly shows how data moves through the system, which can be more intuitive for complex processes.
- Reusability: Function blocks can be easily reused and combined, promoting modular programming.
- Mathematical operations: FBD is better suited for complex mathematical and algorithmic operations.
- Abstraction: FBD allows for higher levels of abstraction, making it easier to represent complex systems.
Common function blocks used in PLCs include:
- Logic gates (AND, OR, NOT, XOR)
- Flip-flops and latches
- Timers and counters
- PID controllers
- Mathematical functions (add, subtract, multiply, divide)
- Comparison blocks
- Data conversion blocks
- Communication blocks
Here's a simple FBD diagram illustrating a basic motor control circuit:
[Start]---->[AND]---->[SR]--->[Motor] ^ ^ | | | | [Stop]-->[NOT] | | | +---------+
In this diagram:
- [Start] and [Stop] represent input signals
- [NOT] inverts the Stop signal
- [AND] combines the Start and inverted Stop signals
- [SR] is a Set-Reset flip-flop that maintains the motor state
- [Motor] represents the output that controls the motor
FBD is particularly useful for applications that involve complex algorithms, continuous processes, or data-intensive operations. It provides a clear visual representation of control logic and data flow, making it easier to design and troubleshoot sophisticated control systems. As industrial processes become more complex, FBD has gained popularity alongside traditional ladder logic programming in PLC applications.
Structured Text (ST): Text-Based PLC Programming
Structured Text (ST) is a high-level, text-based programming language for PLCs that combines elements of Pascal, BASIC, and C. It provides a powerful and flexible approach to PLC programming, particularly suited for complex algorithms and data manipulation tasks.
Key features of Structured Text programming include:
- Text-based syntax: Programs are written as a series of statements, similar to traditional programming languages.
- Structured programming constructs: ST supports IF-THEN-ELSE conditionals, CASE statements, and various loop structures (FOR, WHILE, REPEAT).
- Strong data typing: Variables must be declared with specific data types, enhancing code reliability and readability.
- Support for complex mathematical operations: ST easily handles advanced calculations and algorithms.
- Array and structure support: Allows for efficient handling of large data sets and complex data structures.
- User-defined functions and function blocks: Enables modular and reusable code.
ST offers several advantages for complex algorithms:
- Concise representation of complex logic: ST can express complex algorithms more compactly than graphical languages.
- Familiar syntax for software engineers: Easier transition for programmers with experience in traditional languages.
- Efficient execution: ST often results in more efficient code execution compared to graphical languages.
- Better suited for mathematical and data processing tasks: Natural representation of formulas and data manipulations.
- Easier implementation of complex control structures: Nested loops and conditionals are more straightforward in ST.
Here's a code snippet illustrating ST syntax for a simple temperature control system:
VAR Temperature : REAL; Setpoint : REAL := 25.0; HeaterOutput : BOOL; END_VAR IF Temperature < (Setpoint - 1.0) THEN HeaterOutput := TRUE; ELSIF Temperature > (Setpoint + 1.0) THEN HeaterOutput := FALSE; END_IF;
This code checks if the temperature is below or above the setpoint (with a 1-degree hysteresis) and controls the heater accordingly.
Comparing ST to traditional programming languages:
- Syntax: ST's syntax is similar to Pascal, with elements reminiscent of C. It uses keywords like VAR, BEGIN, END, IF, THEN, ELSE, which will be familiar to Pascal programmers.
- Data types: ST supports standard data types found in C and Pascal, such as BOOL, INT, REAL, as well as PLC-specific types like TIME and DATE.
- Scope: Unlike C or Pascal, ST is specifically designed for PLC programming, focusing on cyclic execution and real-time control tasks.
- I/O handling: ST provides direct access to PLC inputs and outputs, which is not typical in traditional languages.
- Execution model: ST programs run in a continuous loop, unlike the sequential execution of traditional software programs.
- Standard functions: ST includes built-in functions for PLC-specific tasks like timers and counters, which are not found in general-purpose languages.
While ST shares many similarities with traditional programming languages, it is optimized for the PLC environment, combining the power of text-based programming with features specific to industrial control applications. This makes it an excellent choice for complex control algorithms, data processing tasks, and applications requiring advanced mathematical computations in PLC systems.
Recommended Readings: Structured Text Syntax in Programming, Automation and Engineering Documentation
Sequential Function Charts (SFC): Process-Oriented PLC Programming
Sequential Function Charts (SFC) is a graphical programming language designed specifically for programming sequential and parallel control processes in PLCs. SFCs provide a high-level, visual representation of the control sequence, making it particularly useful for applications with distinct operational states or steps.
The structure of an SFC consists of three main elements:
- Steps: Represent specific states or phases of the process.
- Transitions: Define the conditions for moving from one step to another.
- Actions: Specify the operations to be performed within each step.
Rectangles, transitions by horizontal lines represent steps, and actions are typically associated with steps and described in separate action blocks.
SFCs control sequential processes by executing steps in a predefined order, with transitions determining when to move from one step to the next. The process begins at an initial step and progresses through subsequent steps based on the transition conditions. Multiple branches can be used to represent parallel processes or alternative sequences.
Here's an example of a simple SFC program for a basic tank filling and emptying process:
[Initial Step] | | (Start Button Pressed) V [Fill Tank] | | (Tank Full OR Max Time Reached) V [Mix Contents] | | (Mix Time Elapsed) V [Empty Tank] | | (Tank Empty) V [End Step]
In this example:
- The process starts when the Start Button is pressed.
- The tank is filled until it's full or a maximum time is reached.
- Contents are mixed for a specified time.
- The tank is emptied.
- The process ends and can be restarted from the Initial Step.
Benefits of using SFCs for certain types of applications include:
- Clear visualization of process flow: SFCs provide an intuitive representation of sequential processes, making it easier to understand and troubleshoot complex control systems.
- Simplified management of complex sequences: For processes with multiple states or parallel operations, SFCs offer a more organized and manageable programming approach compared to other PLC languages.
- Enhanced safety and error handling: SFCs allow for clear definition of safe states and error recovery procedures, which is crucial in many industrial applications.
- Improved documentation: The graphical nature of SFCs serves as self-documentation, making it easier for different team members to understand and maintain the control system.
- Flexibility in implementation: SFCs can be combined with other PLC programming languages, allowing developers to use the most appropriate language for each part of the control system.
- Alignment with industry standards: SFCs are part of the IEC 61131-3 standard, ensuring compatibility across different PLC platforms and promoting standardized programming practices.
- Efficient handling of batch processes: For industries like chemical processing or food production, where batch processes are common, SFCs provide an ideal framework for implementing recipe-based control systems.
SFCs excel in applications that involve distinct operational states, complex sequences, or parallel processes. They are particularly valuable in industries such as pharmaceutical manufacturing, wastewater treatment, and automated assembly lines, where clear process visualization and strict adherence to predefined sequences are critical for safety and product quality.
Types of PLCs

PLCs can be classified into two types, based on their size and functionality: Compact PLCs and Modular PLCs. These PLC categories offer varying degrees of flexibility, scalability, and processing power to accommodate diverse automation needs across industries.
- Compact PLCs are single-unit designs that integrate the processor, power supply, and I/O modules into one housing, reducing space requirements. They offer a fixed number of I/O points, with limited expansion options. These PLCs are simple to install and maintain, making them ideal for small-scale applications where reliability and affordability are key. Despite their simplicity, modern compact PLCs can be quite powerful, featuring advanced communication capabilities and programming languages.
- Modular PLCs offer greater flexibility and scalability, with a rack-based system that allows for custom configurations. They consist of a chassis into which various modules, such as power supplies, CPUs, and I/O modules, can be inserted. This modular approach enables easy expansion and customization to meet specific process needs. Modular PLCs support a high number of I/O points and a wide range of communication protocols (Modbus, Profibus, etc.), making them suitable for complex, large-scale industrial applications. Despite requiring more planning and expertise to install, their versatility and scalability make them a preferred choice for many industrial automation tasks.
What is a PLC Used For? Applications Across Industries
A Programmable Logic Controller (PLC) is a device used in many industries to help control machines and processes automatically. It's like a small computer that can manage different tasks in factories, power plants, transportation systems, and even in buildings. PLCs are important because they make sure everything runs smoothly, safely, and efficiently [5][6].
Manufacturing and Assembly Lines: PLCs in Action
Programmable Logic Controllers (PLCs) play a pivotal role in modern manufacturing processes, serving as the backbone of automation in assembly lines and production processes. These versatile devices control machinery, monitor processes, and coordinate various aspects of manufacturing operations, enabling unprecedented levels of efficiency and precision.
In manufacturing, PLCs automate a wide range of tasks, including:
- Machine control: Operating and coordinating various machines in a production line.
- Process sequencing: Ensuring that manufacturing steps occur in the correct order and timing.
- Motion control: Precisely controlling robotic arms, conveyors, and other moving parts.
- Safety monitoring: Implementing safety interlocks and emergency stop functions.
- Data acquisition: Collecting and processing production data for analysis and reporting.
Specific examples of PLC applications in assembly lines include:
- Automotive manufacturing: PLCs control robotic welding stations, coordinate paint spraying processes, and manage assembly line conveyors.
- Electronics assembly: PLCs oversee pick-and-place machines for circuit board population, control soldering processes, and manage testing stations.
- Food and beverage packaging: PLCs control filling machines, coordinate labeling processes, and manage packaging line operations.
- Pharmaceutical production: PLCs manage precise mixing and dosing of ingredients, control tablet pressing machines, and oversee packaging operations.
PLCs significantly improve efficiency and quality control in manufacturing by:
- Reducing human error: Automated processes are more consistent and less prone to mistakes.
- Increasing production speed: PLCs can coordinate multiple processes simultaneously, optimizing production flow.
- Enhancing flexibility: Reprogrammable PLCs allow for quick changes in production processes.
- Improving data collection: PLCs can gather real-time data on production metrics, enabling better decision-making.
- Implementing advanced quality control: PLCs can integrate with vision systems and sensors for automated inspection and quality assurance.
Process Control in Chemical and Oil & Gas Industries: PLCs at Work
Programmable Logic Controllers (PLCs) play a crucial role in the chemical and oil & gas industries, where precise control, reliability, and safety are paramount. These industries rely heavily on PLCs for process control, monitoring, and automation of complex operations.
PLCs are used for process control in these industries by:
- Continuous monitoring of process variables such as temperature, pressure, flow rates, and levels.
- Executing control algorithms to maintain desired setpoints and process conditions.
- Managing complex sequences of operations in batch processes.
- Interfacing with various field devices like sensors, valves, and pumps.
- Providing real-time data for operator interfaces and supervisory control systems.
Specific applications of PLCs in chemical and oil & gas industries include:
- Temperature Control: PLCs regulate heating and cooling systems in reactors, distillation columns, and storage tanks to maintain optimal process temperatures.
- Flow Regulation: PLCs control valves and pumps to manage the flow of liquids and gases through pipelines and process units.
- Pressure Management: PLCs monitor and adjust pressures in vessels, pipelines, and process equipment to ensure safe and efficient operations.
- Level Control: PLCs manage levels in tanks and vessels, controlling inlet and outlet flows to maintain desired levels.
- Composition Control: In refineries and chemical plants, PLCs help manage blending operations to achieve specific product compositions.
Safety features of PLCs critical for hazardous environments include:
- Intrinsic Safety: PLCs and associated I/O modules are designed to limit electrical and thermal energy, preventing ignition of flammable atmospheres.
- Explosion-Proof Enclosures: PLCs are housed in rugged enclosures that can contain an internal explosion, preventing it from igniting the surrounding atmosphere.
- Redundancy: Critical control systems often use redundant PLCs to ensure continuous operation in case of a single point of failure.
- Fault Tolerance: PLCs incorporate diagnostics and fault detection capabilities to identify and respond to system abnormalities quickly.
- Emergency Shutdown Systems: PLCs are integral to implementing safety instrumented systems (SIS) that can quickly shut down processes in emergency situations.
What are the Advantages and Limitations of PLCs?
Benefits of PLC Implementation
Programmable Logic Controllers (PLCs) have become indispensable in modern industrial automation due to their numerous advantages. These versatile devices offer a range of benefits that significantly enhance manufacturing and process control operations.
Key advantages of using PLCs in industrial settings include:
- Reliability: PLCs are designed to operate in harsh industrial environments, offering robust performance and long-term reliability. Their solid-state components and rugged construction ensure consistent operation even under challenging conditions such as extreme temperatures, vibrations, and electrical noise.
- Flexibility: PLCs can be easily reprogrammed to accommodate changes in production processes or to implement new control strategies. This adaptability allows manufacturers to quickly respond to market demands or production requirements without significant hardware changes.
- Cost-effectiveness: While the initial investment in PLCs may be substantial, they offer long-term cost savings through reduced maintenance, increased efficiency, and extended equipment life. PLCs can replace multiple traditional control devices, simplifying system architecture and reducing overall costs.
- Modularity: PLC systems are modular, allowing for easy expansion or modification. Additional I/O modules, communication interfaces, or specialized function modules can be added as needed, providing a scalable solution that grows with the business.
PLCs contribute to increased productivity and reduced downtime in several ways:
- Automation of repetitive tasks: PLCs can execute complex sequences of operations consistently and tirelessly, reducing human error and increasing production speed.
- Real-time monitoring and control: PLCs continuously monitor process variables and make instantaneous adjustments, maintaining optimal operating conditions and preventing quality issues.
- Rapid fault detection and diagnosis: Advanced PLCs incorporate self-diagnostic features that can quickly identify system faults, allowing for prompt maintenance and minimizing downtime.
- Data logging and analysis: PLCs can collect and store operational data, enabling trend analysis and predictive maintenance strategies that further reduce unplanned downtime.
Challenges and Limitations: Understanding PLC Constraints
While Programmable Logic Controllers (PLCs) offer numerous benefits, they also come with certain challenges and limitations that engineers and managers must consider when implementing these systems in industrial environments.
Potential drawbacks of PLC systems include:
- Initial Cost: The upfront investment for a PLC system can be substantial, especially for small to medium-sized businesses. This includes not only the hardware costs but also expenses related to software, installation, and initial programming.
- Programming Complexity: PLC programming requires specialized skills and knowledge. While modern PLCs offer more user-friendly interfaces, complex applications still demand expertise in PLC programming languages and industrial control theory.
- Cybersecurity Concerns: As PLCs become more connected to networks and the internet, they become potential targets for cyberattacks. Securing PLC systems against unauthorized access and malicious interference is an ongoing challenge.
- Limited Processing Power: Compared to general-purpose computers, PLCs have limited processing capabilities. This can be a constraint in applications requiring complex calculations or high-speed data processing.
- Vendor Lock-in: Many PLC systems use proprietary hardware and software, which can lead to dependency on a single vendor for upgrades, maintenance, and support.
- Scalability Issues: While PLCs are modular, scaling up to very large systems can become complex and expensive, potentially requiring a transition to more advanced control systems.
- Environmental Sensitivity: Despite their rugged design, PLCs can still be sensitive to extreme environmental conditions, electromagnetic interference, and power fluctuations.
Modern PLC systems are addressing these limitations in several ways:
- Cost Reduction: Manufacturers are developing more cost-effective PLC models and modular systems that allow businesses to start small and scale up as needed.
- Improved Programming Tools: Modern PLCs offer more intuitive programming interfaces, support for high-level programming languages, and advanced simulation tools to simplify the development process.
- Enhanced Security Features: New PLCs incorporate advanced cybersecurity features such as encrypted communications, secure boot processes, and role-based access control.
- Increased Processing Power: The latest PLCs feature more powerful processors and larger memory capacities, enabling them to handle more complex control tasks and data processing.
- Open Standards: Many PLC manufacturers are adopting open standards and protocols, reducing vendor lock-in and improving interoperability between different systems.
- Edge Computing Capabilities: Some modern PLCs incorporate edge computing features, allowing for local data processing and reducing the need for separate industrial PCs.
- Ruggedized Designs: Advances in materials and design are producing PLCs that can withstand even harsher environmental conditions.
Table comparing advantages and limitations of PLC systems:
| Advantages | Limitations |
| Reliability in harsh environments | Initial high cost |
| Flexibility in programming | Programming complexity |
| Long-term cost-effectiveness | Cybersecurity vulnerabilities |
| Modularity and scalability | Limited processing power (in some models) |
| Real-time control and monitoring | Potential vendor lock-in |
| Rapid fault detection | Scalability challenges for very large systems |
| Data logging and analysis capabilities | Environmental sensitivity |
| Integration with higher-level systems | Ongoing maintenance and update requirements |
| Improved safety through consistent operation | Learning curve for new personnel |
| Ability to handle complex control tasks | Potential obsolescence of older models |
Understanding these advantages and limitations is crucial for making informed decisions about PLC implementation and for developing strategies to maximize the benefits while mitigating the challenges in industrial automation projects.
Conclusion
Programmable Logic Controllers (PLCs) are key to modern industrial automation, providing reliable and efficient control systems. They combine durable hardware with flexible software to manage and monitor industrial processes, from manufacturing to chemical production. PLCs boost productivity, quality control, and safety in industries.
PLCs connect sensors and actuators with digital control systems. As industries become more automated and interconnected, PLCs are evolving with better cybersecurity, connectivity, and data processing.
Future advancements in PLC technology, including AI and machine learning, will further enhance efficiency and adaptability, driving the development of smart factories and Industry 4.0.
PLCs will continue to lead innovation in industrial automation.
Frequently Asked Questions
What is a PLC and how does it work?
A Programmable Logic Controller (PLC) is a digital computer used for automation of industrial processes. It works by continuously scanning inputs, executing a user-created program stored in its memory, and controlling outputs based on the program logic and input conditions.
What are the main advantages of using PLCs in industrial settings?
The main advantages include reliability in harsh environments, flexibility in programming, cost-effectiveness over time, modularity for easy expansion, real-time control and monitoring capabilities, and the ability to handle complex control tasks.
How do PLCs differ from traditional relay-based control systems?
PLCs offer greater flexibility, easier modification of control logic, more complex control capabilities, better diagnostic features, and occupy less physical space compared to traditional relay-based systems. They also provide easier integration with other digital systems and data logging capabilities.
What programming languages are commonly used for PLCs?
Common PLC programming languages include Ladder Logic, Function Block Diagram (FBD), Structured Text (ST), Instruction List (IL), and Sequential Function Charts (SFC). These are standardized in the IEC 61131-3 specification.
How are PLCs addressing cybersecurity concerns in industrial settings?
Modern PLCs incorporate features like encrypted communications, secure boot processes, role-based access control, and improved network isolation capabilities. Many manufacturers also provide regular security updates and guidelines for secure PLC deployment.
Can PLCs be integrated with IoT and cloud technologies?
Yes, many modern PLCs support integration with IoT platforms and cloud services. This allows for remote monitoring, data analytics, and integration with higher-level business systems, facilitating the implementation of Industry 4.0 concepts.
What are some emerging trends in PLC technology?
Emerging trends include the integration of artificial intelligence and machine learning capabilities, enhanced edge computing features, improved human-machine interfaces, and the development of more powerful and compact PLC hardware. There's also a trend towards greater standardization and interoperability between different PLC systems.
References
[1] Wikipedia. Invention and early development. Link
[2] Hackernoon. Types of memory. Link
[3] Realpars. How PLC Power Supply Works. Link.
[4] PLC Software and Hardware. Link.
[5] GbcTechTraining. PLC Applications in our Everyday Lives. Link.
[6] Automationreadypanels. PLC Applications and Uses. Link.
in this article
1. Introduction2. What is a PLC? Understanding The Basics3. How Does a PLC Work?4. How is PLC Programmed? Languages and Methodologies5. Types of PLCs6. What is a PLC Used For? Applications Across Industries7. What are the Advantages and Limitations of PLCs?8. Conclusion9. Frequently Asked Questions10. References