Optimizing post-processing for Polymer Powder Bed Fusion (PBF).
The benefits of flexible materials come with challenges when it comes to post-processing.
23 Feb, 2023. 11 minutes read

Introduction
Polymer Powder Bed Fusion (PBF) is booming across a myriad of industries for prototyping, product development, bridge production, and serial production. BASF Forward AM's Ultrasint® TPU01 is an ideal material to use with PBF due to its high flexibility and durability for applications across all industries. But the benefits of flexible materials come with challenges when it comes to post-processing. Post-processing is often needed to further improve the aesthetics and mechanical properties, but only if optimized fully. Effective depowdering of a PBF part is especially crucial in every instance, irrespective of the end-use application or potential subsequent post-processing steps.
In this article we will discuss effective depowdering as well as other potential post-processing steps, smoothing and dyeing, for a flexible polymer part 3D printed with Ultrasint® TPU01 from BASF Forward AM .
Depowdering Ultrasint® TPU01
The first step in post-processing PBF parts is depowdering. It is a crucial and necessary step for all PBF parts whether the part is to remain as-printed or if it’s to go through subsequent post-processing steps such as smoothing, coating, and/or dyeing. But, despite its importance, its impact on the end-use part is often underestimated and still faces some challenges that need to be addressed.
The material being printed, the printing process itself, and part geometry can all affect the effectiveness of depowdering a part. Although Ultrasint® TPU01 is an ideal material for PBF technology, it still has two intrinsic characteristics that affect the depowdering procedure: the softness of the material and the rebound of the end part. The softer the material the higher adhesion of excess powders on the part, which means that it will also require a higher blasting pressure for depowdering.
And a high rebound part will require higher energy depowdering since a portion of the energy will be absorbed by the part rather than going towards actual depowdering. Until recently, the only solution to this problem was depowdering parts in a hot state, which is understandably quite inconvenient. To truly optimize the depowdering of a PBF part, materials as well as process expertise is critical. This is why the collaboration between BASF Forward AM and DyeMansion is so essential and effective.
What is Optimal Depowdering?
The optimal level of depowdering varies based on the expected subsequent post-processing steps. Specifically, the level of depowdering needed will differ whether the part is to remain as-printed, or if it to be smoothed, coated, and/or dyed. Within these scenarios two key indicators of the level of depowdering are considered: 1) surface defects, such as glass haze and burn marks, 2) powder level.
Surface Defects
Glass haze is a surface defect caused by high blasting pressures, long blasting times, and brittle blasting media (such as glass), resulting in glass dust from the glass blasting media being embedded in the part. This can be identified visually as a non-homogenous surface, as shown by the white spots on the part shown here.
Burn marks, on the other hand, occur when the high energy intake was so large as to cause non-reversible damage to the polymer chains. This can be seen as the dark circle (burn mark) around the white spot (glass haze) on the right in the image. The most direct way to address both of these surface defects is by adjusting the blasting process parameters and blasting media. This will be addressed in the corresponding sections below.
Depowdering Level
The second indicator, powder level, can be determined visually (or with a tape test) as a simple observation of the remaining unsintered powder on the surface. A standard depowdered part will have the loose powder completely removed from the part, but the surface will still be covered by a thin layer of unsintered powder. This can be seen as a uniformly sprinkled light gray surface. This level of depowdering is ideal if the part is to be smoothed or dyed. A highly depowdered part (printed using Multi Jet Fusion [MJF] technology) will have a dark gray color with no visual presence of unsintered powder. Highly depowdered parts are needed if the part is to remain as-printed or coated.
| Low Depowdering | Standard Depowdering | High Depowdering | |
| Indicators | Heavy light gray residue on the surface. | Uniformly sprinkled light gray surface. | Dark gray color, no light gray ‘sprinkling’. |
When it's needed | Never sufficient | Parts are to be smoothed and/or dyed | Parts are to remain “as-printed” or to be coated |
Optimizing Depowdering for Ultrasint® TPU01
To optimize depowdering for every part, we must consider the user as well as the blasting system, blasting process parameters, and blasting media.
Use Case
The use case is a foundational consideration when optimizing depowdering, or any post-processing step for that matter. In the case of additive manufacturing, we often identify two specific users: 1) Service providers with low-volume, high-mix parts, 2) End-users with higher volume serial production. Service providers are typically concerned with processing a high variety of parts of different sizes and geometries, whereas end-users are typically concerned with the repeatability and reproducibility of specific geometries with minimal (if not zero) variability from part to part. For each of these cases, different depowdering systems would be more appropriate, which we will discuss below.
Blasting System
Of all the post-processing options, the selection of blasting systems for depowdering is the largest, making it all the more important to choose the right system. Nearly all blasting systems today are injection-based systems with one or multiple blast nozzles. The process removes the loose, unsintered powder while blow-off nozzles (combined with an ionization unit) further removes electrostatic dust, ensuring fine cleaning of the parts and increasing explosion protection.
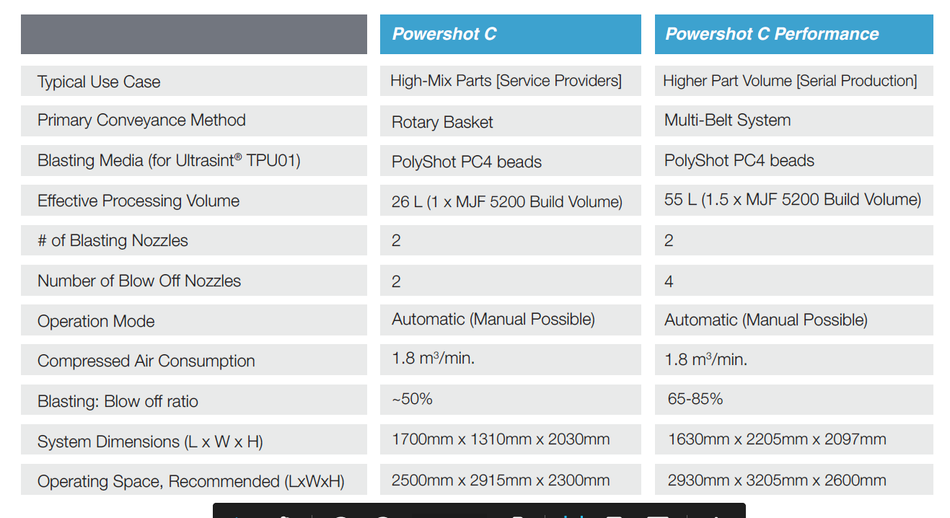
In 2017, DyeMansion launched the Powershot C , the first blasting system optimized for the depowdering of 3D printed parts. Today, DyeMansion offers two depowdering systems that enable optimal depowdering of Ultrasint® TPU01: Powershot C and Powershot C Performance. Both systems have advanced features such as automated depowdering to boost production capacity, smart hardware that helps in the gentle depowdering treatment, and ergonomically designed process control to ensure high operator convenience.
A primary difference between the two systems is that the Powershot C uses a rotary basket to enable effective and gentle part movement, which better facilitates the depowdering of the high-mix parts typically being printed at a service provider. Whereas the Powershot C Performance has been specifically designed with a belt system to ensure the efficient and repeatable depowdering for serial production, where high volumes and low part mix are dominant.

The Powershot C Performance is the first multi-belt system with an effective process volume of 55 L, which is capable of depowdering the equivalent of one-and-a-half MJF 5200 build jobs. It has been optimized for efficiency and to minimize blasting media consumption. Specific to Ultrasint® TPU01, it has pre-installed programs that include individually configurable process parameters to enable fast adoption for various serial applications. It also has state-of-the-art automation technology from Siemens, setting the stage for further automation throughout the entire workflow. A comparison of the Powershot C and Powershot C Performance is as follows.

The Powershot C Performance is the first multi-belt system with an effective process volume of 55 L, which is capable of depowdering the equivalent of one-and-a-half MJF 5200 build jobs. It has been optimized for efficiency and to minimize blasting media consumption. Specific to Ultrasint® TPU01, it has pre-installed programs that include individually configurable process parameters to enable fast adoption for various serial applications. It also has state-of-the-art automation technology from Siemens, setting the stage for further automation throughout the entire workflow. A comparison of the Powershot C and Powershot C Performance is as follows.
Blasting Media
The variety of blasting media available today includes metals, ceramics, glasses, and plastics, but very few are optimized for 3D printing. For example, the most common blasting material, glass, would not be appropriate for depowdering flexible materials due to its innate brittleness. This brittleness, combined with the high blasting pressure and time required for flexible materials would result in bead breakage, causing glass haze or other defects. Rather, less brittle blasting materials that can withstand the higher blasting pressure and extended blasting times are recommended. Certain polymers like DyeMansion’s PolyShot PC4 Beads, with DyeMansion’s Powershot C systems, are best for depowdering Ultrasint® TPU01. Further evaluation of the use of glass beads versus DyeMansion’s PolyShot PC4 Beads is discussed in the first use case later in this paper.
Blasting Process Parameters
Blasting time and blasting pressure are the primary process parameters to be considered here. As mentioned earlier, due to the high rebound of flexible materials such as Ultrasint® TPU01, more energy and longer blasting times are required. With this in mind, it has been determined that 4-5 bar blasting pressure and, depending on the blasting nozzle being used, blasting times of 20-60 minutes are recommended to produce optimal depowdering. The exact blasting time will depend on the specific use case, and consequently the blasting system being used, with the Powershot C Performance requiring shorter blasting times.
The geometry of the parts also contributes significantly to achieving the desired depowdering results. High-mix parts, of varying geometries, should ideally be depowdered in a rotary basket system like the Powershot C. Whereas, when high throughput is needed for serial production with similar geometries, the Powershot C Performance is recommended.
And considering Ultrasint® TPU01 is used in many lattice applications, the following design considerations should be kept in mind to ensure optimal depowdering.
- Strut Thickness: 1.5mm minimum
- Lattices: Should be open instead of closed or sandwich structures
- Lattice Beam Spacing: 5mm minimum (on average)
And while the above design considerations are the recommended guidelines, the depowdering of features beyond these limits can still be optimized with adjusted processing parameters specific to the desired application.
Reference Case #1
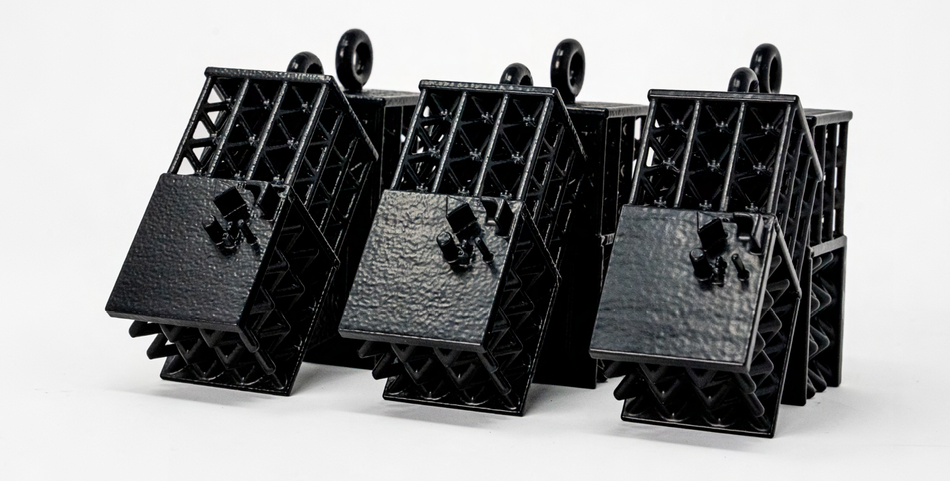
To evaluate the effectiveness of the blasting media options, a test was devised to evaluate the efficiency and effectiveness of using glass beads and PolyShot PC4 beads for the depowdering of Ultrasint® TPU01 parts. The selected parts were a mixture of geometries to be representative of the typical Ultrasint TPU01 applications as well as the high-mix, low volume parts that might be expected at a service provider. As shown in the image here, these parts included a lattice structure with high surface to volume ratio, a spherical geometry with various intricate design features, and a leg brace with small gaps and poor rotation in blasting.

Since the test involved high-mix parts typically seen at a service provider, the Powershot C was used for depowdering. The test was straight-forward: After allowing the parts to cool to room temperature, a blasting pressure of 5 bar at 20° C was used for net blasting times of 22 minutes and 44 minutes, using the Powershot C system.
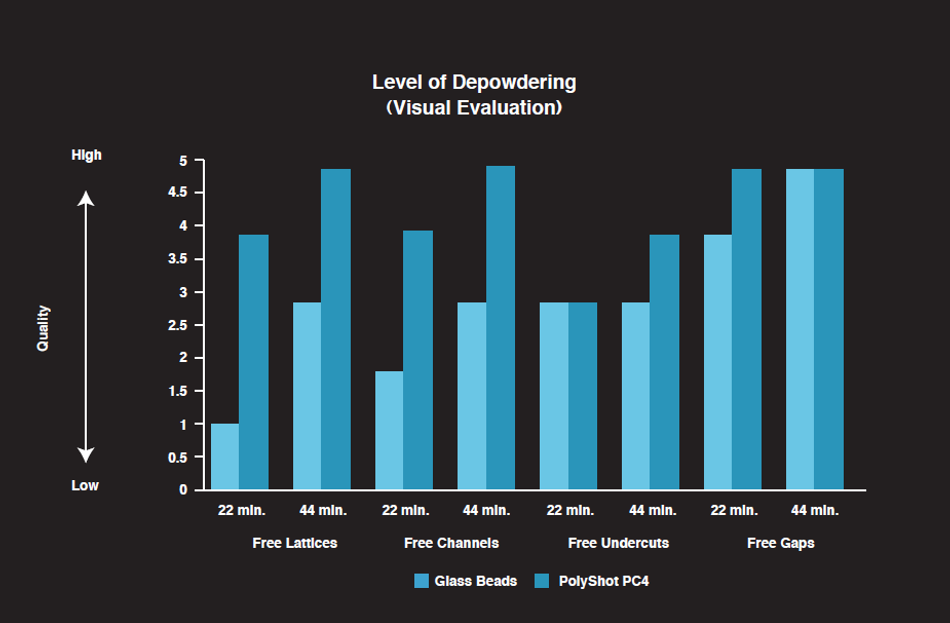
The parts were qualitatively and quantitatively analyzed at each time interval to evaluate the level of depowdering. A visual inspection was first conducted to subjectively observe the level of depowdering. As seen below, blasting with PolyShot PC4 beads resulted in parts that were more depowdered after 22 minutes than the parts that were blasted with glass beads for 44 minutes. In other words the PC4 beads depowdered the parts better in half the time of the glass beads.
As a side note, due to the high blasting pressure needed for a flexible material, the majority of glass beads were broken in the process, which created additional surface defects.
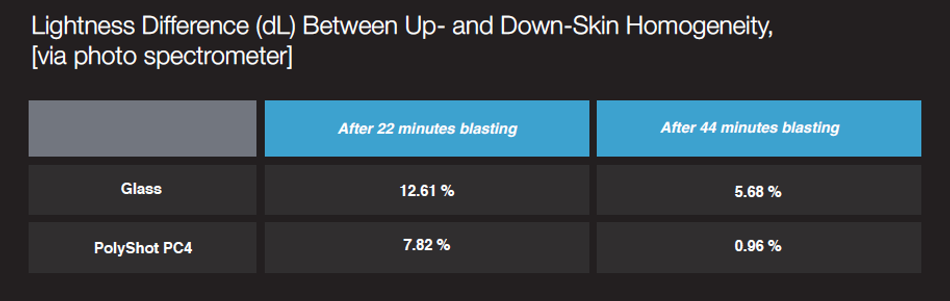
The depowdering quality was also quantitatively evaluated via two tests. First, the lightness (L) was measured using a photo spectrometer, which tells you how dark or light a surface of the part is. With MJF parts, it is important to have a homogenous grey color throughout. Measurements were taken on both the up- and down-skins to determine the difference (dL), which ultimately gives us a value for the homogeneity of the part as a whole. After 44 minutes of blasting with the PolyShot PC4 beads, the dL is almost zero, which tells us that the up- and down-skins have nearly exactly the same grey color and ultimately that the process is homogenous independently of the part orientation.
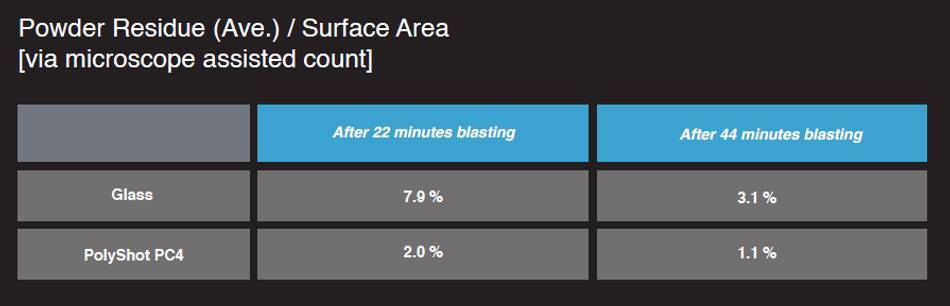
Second, the surface residue was evaluated using microscope assisted count. This second method involved analyzing the particle count and average size and comparing this to the corresponding surface area. It’s a straight-forward analysis that gives clear and uncomplicated insight into the level of depowdering accomplished.
In terms of process efficiency and efficacy, the PolyShot PC4 beads demonstrated a notable improvement over the standard glass beads. And taken with the recommended design guidelines and process parameters developed specifically for Ultrasint® TPU01 and the Powershot C systems, the depowdering of Ultrasint® TPU01 for service providers or serial production can be standardized and optimized for any application.
Reference Case #2
To compare the depowdering systems, one optimized for serial production (Powershot C Performance) and the other a classic depowdering system (Powershot C), we evaluated the process using a common Ultrasint® TPU01 part as reference. Insoles are one of the more common applications within the consumer industry that benefit from 3D printed flexible materials, and so it’s an especially relevant reference part here.
As shown below, it’s been calculated that over twice as many insoles can be depowdered in a single run with a near equivalent total processing time using the Powershot C Performance over the Powershot C. In other words, it takes just half the time to highly depowder 100 insoles utilizing the Powershot C Performance as compared to the Powershot C.
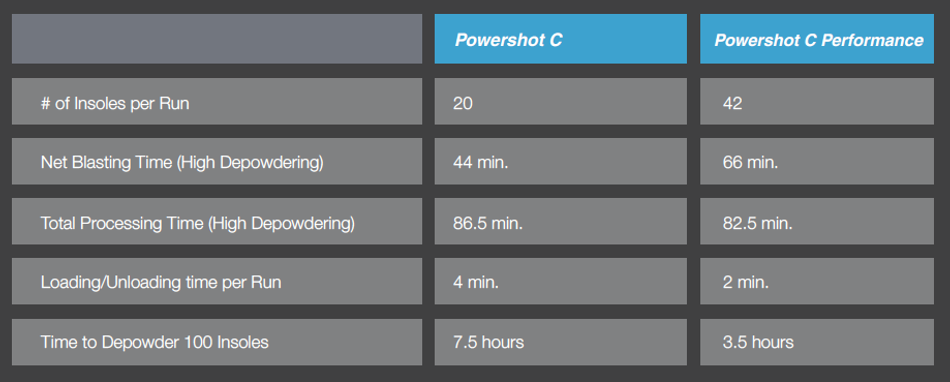
With industrial series production of parts with the same geometry, it’s clear that the Powershot C Performance should be used for the most efficient depowdering without compromising quality.
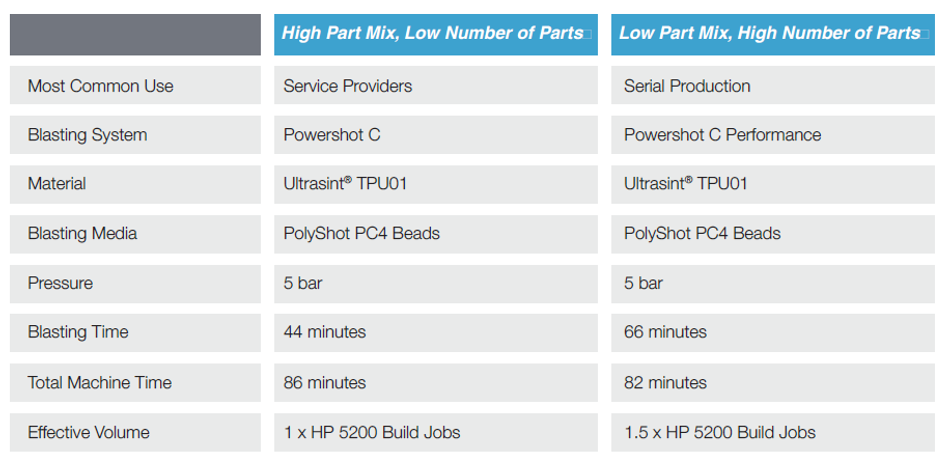
Recommendations
In summary, with BASF Forward AM’s extensive materials knowledge and DyeMansion’s vast post-processing expertise, we are able to optimize the depowdering of Ultrasint® TPU01 parts to ensure the best flexible parts across all their uses within various industries and applications. The optimized depowdering of PBF-printed Ultrasint® TPU01 parts with DyeMansion systems can be achieved with the recommended values as follows, based on the level of part mix and volume as defined at the top.
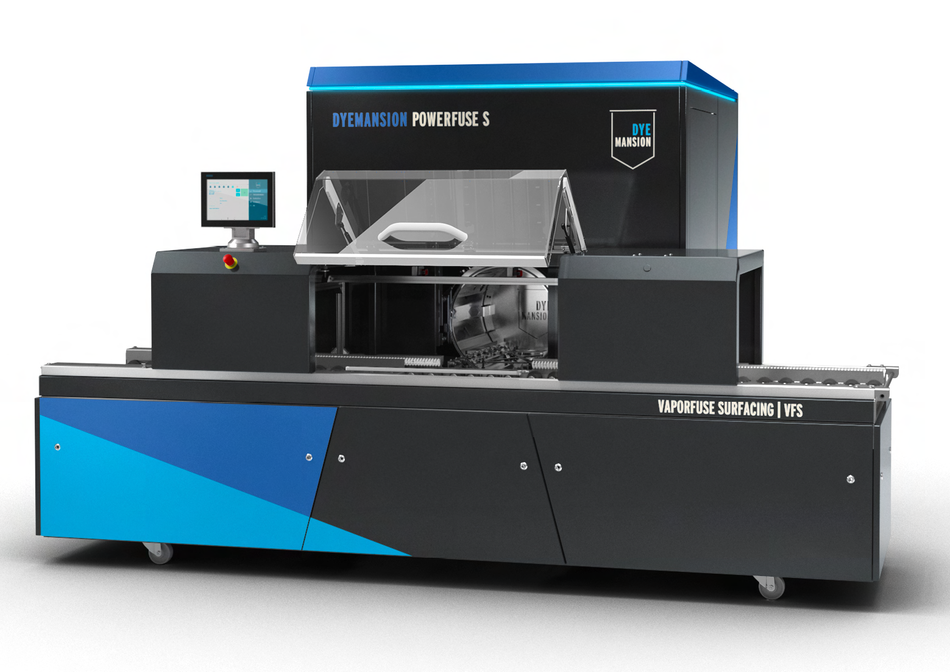
Vapor Smoothing Ultrasint® TPU01
A fully depowdered part is a phenomenal start, but smoothing is also sometimes needed to fully optimize the aesthetics and mechanical properties of Ultrasint® TPU01. DyeMansion’s Powerfuse S, which utilizes the VaporFuse Surfacing process, turns raw depowdered parts into smooth and sealed parts with surfaces comparable to injection molded parts.
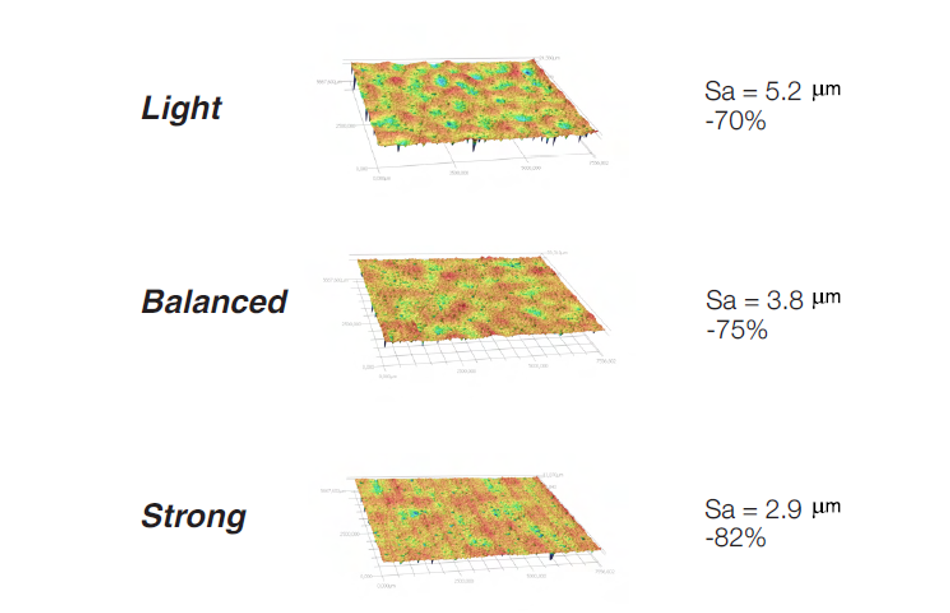
The level of smoothing required depends on the application and amount of fine detail in the design. For example, light smoothing is desired for parts with finer details such as logos or bike handles, whereas strong smoothing would be desired for parts with less fine detail such as insoles. Applications where the level of surface smoothing is equivalent to the retention of fine detail, such as bike saddles, will require something balanced.
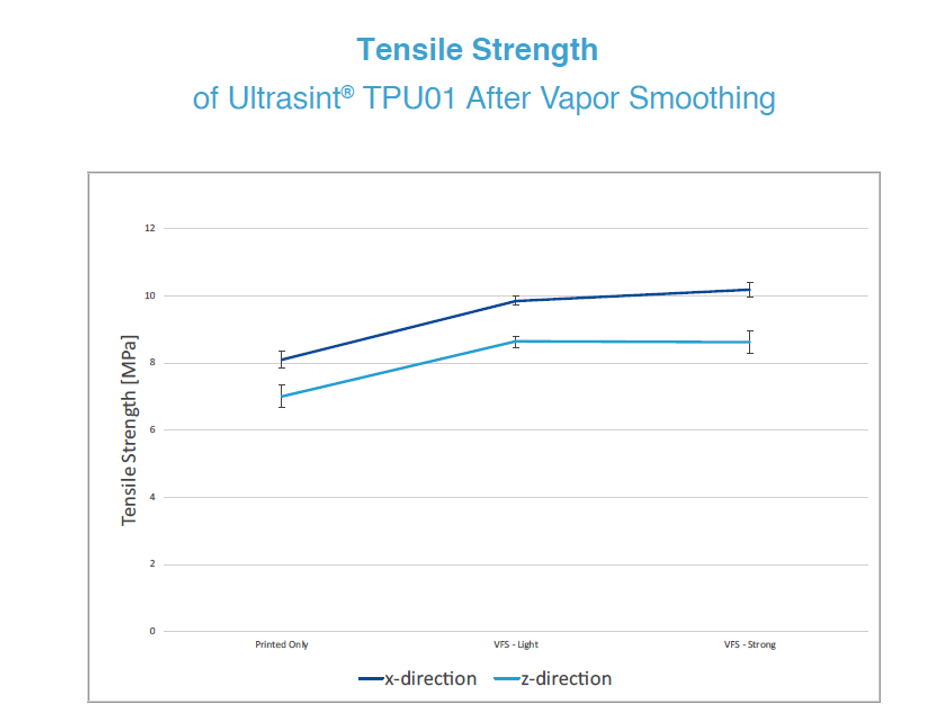
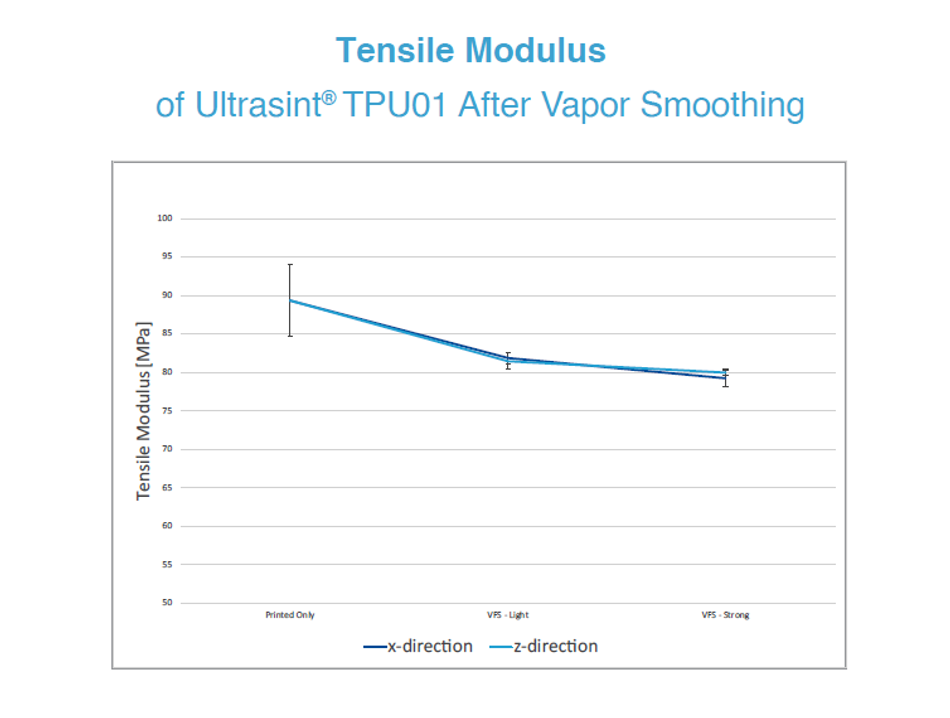
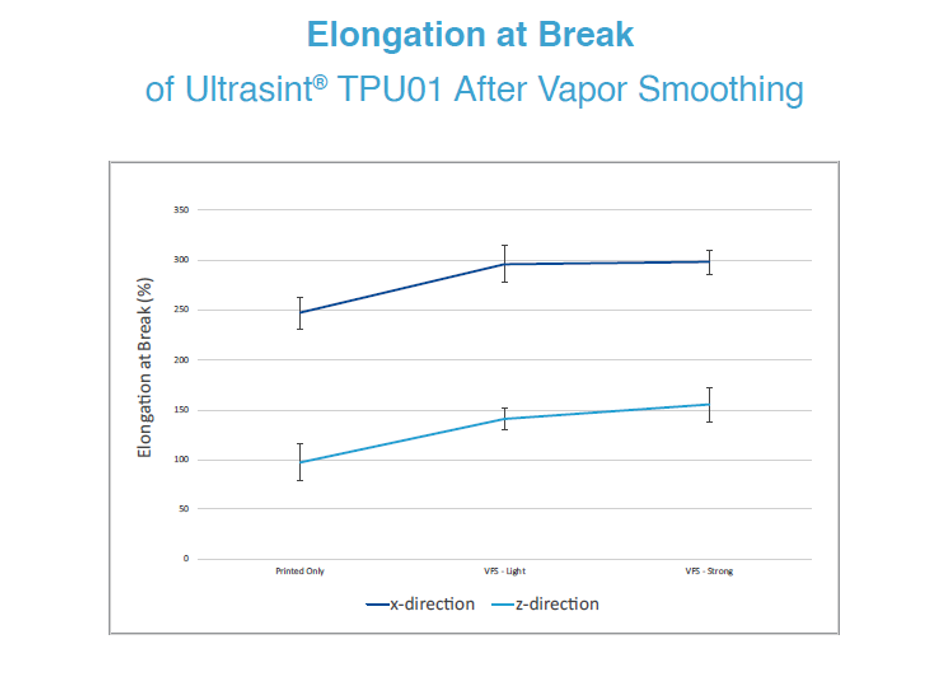
However, accomplishing the right visual effects will be inconsequential if the mechanical properties of the part worsen. As such, tests were conducted to confirm this would not be the case. As seen in the graphs here , the mechanical properties in X- and Z-directions improve or stay the same after the vapor smoothing process, thereby confirming the high performance mechanical properties of Ultrasint® TPU will be retained.
Dyeing Ultrasint® TPU01
Although Ultrasint® TPU01 can be inherently difficult to dye due to its low softening and melting point, DyeMansion’s process can be adjusted specifically for these properties. When it comes to MJF parts, smoothed Ultrasint® TPU01 parts can only be dyed black since they are already very dark, but DyeMansion’s DeepDye Coloring process, which takes place in the DM60, can achieve a variety of vibrant colors with unsmoothed parts, even with the gray base color.
There is a full range of ready-to-use colors available for Ultrasint® TPU01 and unlimited options with DyeMansion’s color matching service. All DeepDye Coloring processes have proven to be repeatable, so you can be assured parts will remain consistent and indistinguishable from batch-to-batch.

Summary
BASF Forward AM’s Ultrasint® TPU01 is an ideal material for high flexibility and durability for applications across all industries, but these benefits admittedly come with challenges during post-processing. However, with the collaboration between the materials experts at BASF Forward AM and post-processing experts at DyeMansion, it has been shown that with the right systems and process parameters Ultrasint® TPU01 can be post-processed with exceptional results. Various geometries of Ultrasint® TPU01 parts, with high-mix geometries or high part volumes for serial production, can all be depowdered, smoothed, and dyed to create homogeneous parts with superior aesthetics while retaining, or even improving, their mechanical performance.
For more information, visit: www.forward-am.com
