DMG MORI Redesigns Robotic End-Effector using Topology Optimization & Reusable Workflows
The engineers of DMG MORI’s ADDITIVE INTELLIGENCE team redesigned the Robo2Go head for additive manufacturing using nTopology. The new design is 62% lighter, has 60% fewer components, and improves the handling precision of the robot by a factor of 16x.
09 Dec, 2021. 6 minutes read
This article was first published on
ntopology.comDMG MORI is a leader in metal-cutting manufacturing equipment, producing high-quality CNC machines for over a century. Over the past 20 years, DMG MORI has been investing in future segments like Additive Manufacturing, Automation & Digitization.
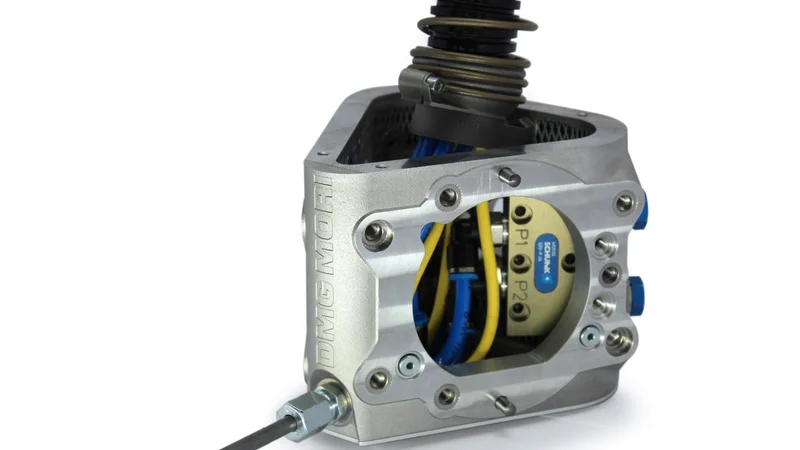
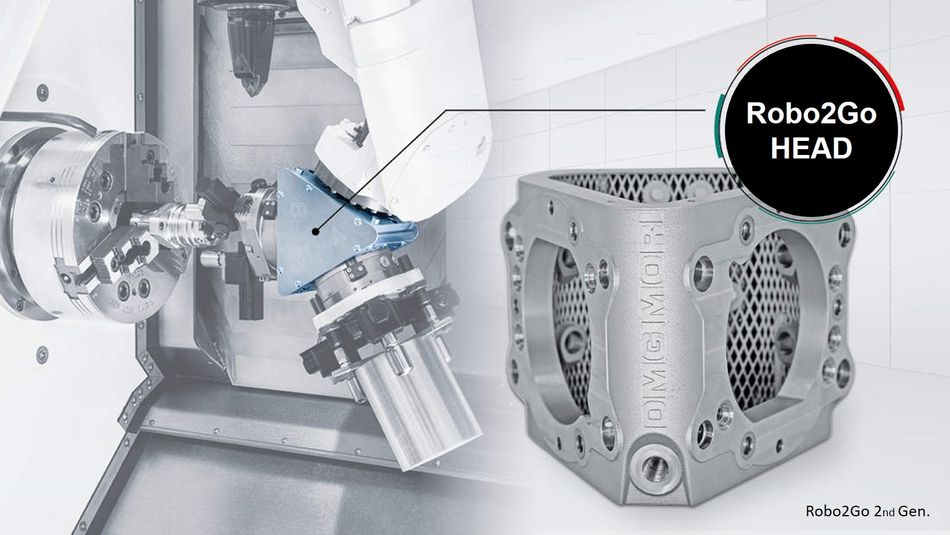
The Robo2Go 2nd Gen robotic system is integral to their factory automation offering. The robotic arm is equipped with two separate grippers to load and unload parts from up to four CNC systems at a time while featuring intelligent concepts to enhance collaboration between man and machine.

ADDITIVE INTELLIGENCE is DMG MORI’s additive manufacturing design consultancy working with internal and external customers. The team was tasked to redesign for metal additive manufacturing the bulky robot head of the Robo2Go system.
The engineers at DMG MORI completely overhauled this critical component’s design by combining topology optimization with field-driven design techniques and advanced lattice structures.
“With nTopology, we were able to create a powerful and unique additive design. It wouldn’t be possible to create such a component with a traditional CAD system.” Martin Blanke, Additive Manufacturing Project Engineer at DMG MORI
In this case study, we dive into the design process that the engineers of DMG MORI followed. You will learn how they took advantage of the unique capabilities of nTopology to streamline their process and achieve optimized results.
The Design Challenge
The RobotGo 2nd Gen is already a very successful product. Yet, to improve upon their initial design on future generations of their robotic system, DMG MORI wanted to increase the precision of the machine and save valuable manufacturing and assembly time.
The original assembly contained 79 individual parts making tolerancing, precision, and assembly a challenging task. Additionally, the stiffness and weight of this component were limiting the accuracy and maximum load capacity of the whole system.
The main goal of this project was to develop a lightweight design with the same external form factor as the original assembly but with a reduced number of components and weight. In practice, achieving this goal meant finding a way to maintain the original structural profile while removing as much material as possible from the interior.
The Design Methodology
Early in the design process, Martin Blanke and his team decided on variable shelling and latticing as the best way to reduce the original design’s weight. However, performing these tasks in a timely fashion would be nearly impossible using traditional CAD tools.
Martin noted, “With our traditional CAD system, it was only possible to shell this component with a constant thickness of 2 or 3 millimeters, but we found our solution in nTopology.”

nTopology’s field-driven design capabilities helped them overcome this bottleneck. Here is an overview of the process they followed:
- First, they color-coded all surfaces of the original design in CAD. Each color corresponded to a different subsystem. It was later used as an input parameter in nTopology to determine the thickness of each section.
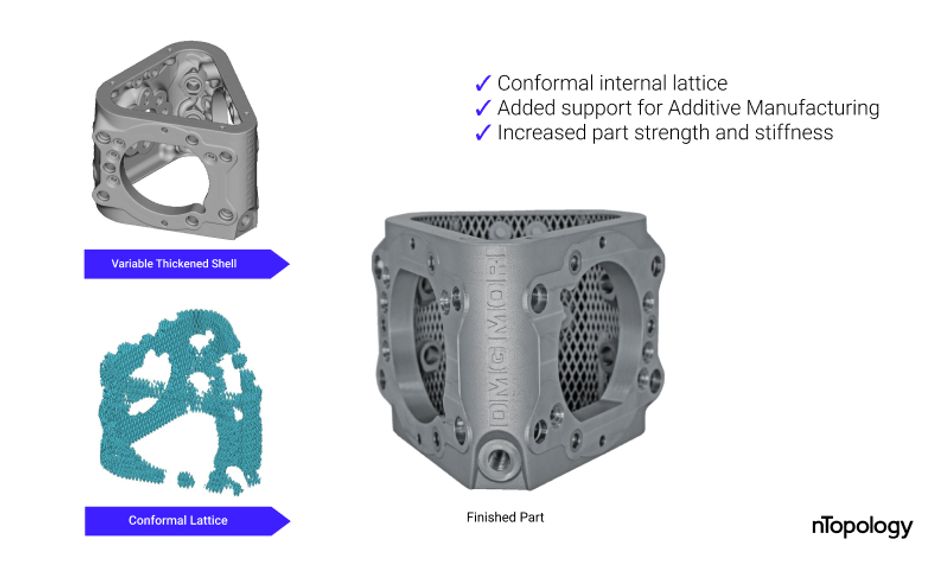
- Then, they imported the CAD file in nTopology and shelled each section before combining them into a single body. The thickness of the outer shell was driven by topology optimization to maximize its stiffness.
- Finally, they filled the interior volume with a conformal lattice to increase the part’s structural strength and create a support structure for additive manufacturing. Using nTopology’s engineering simulation tools, they rapidly iterated to select the optimal lattice.
Design Automation with Color-Coding
Instead of just designing a one-off lightweight component, the engineers of DMG MORI develop a robust and reusable optimization process. Their reusable workflow was based on the color-coded surfaces of the imported CAD body.
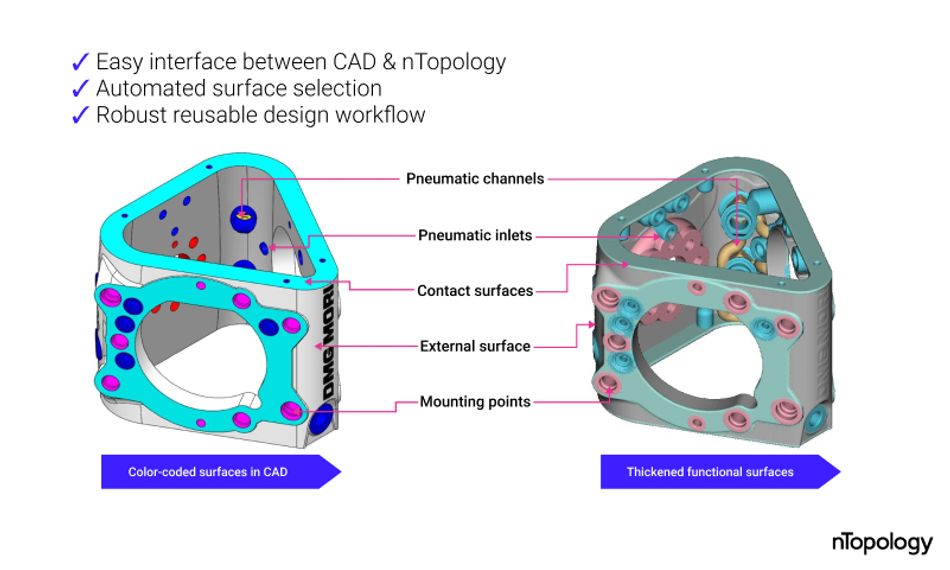
First, the team defined colors for the surface of each subsystem in an external CAD system: blue for the pneumatic inlets and outlets, yellow for the pneumatic channels, red for the interfaces with the robot, purple for mounting points, green for contact surfaces, and white for the external surfaces.
Then, they used the color property in nTopology to select relevant surfaces and develop a reusable workflow. If the input geometry changed in future iterations or other projects, the team would just have to import the new CAD file, and the optimization process would automatically rerun.
Topology Optimization for Variable Shelling
An essential design requirement was that the external form factor of the original design needed to remain unaltered. The same restriction applied to the contact points with the arm and end effector, the inlets and outlets of the pneumatic system, the mounting screws for the electronics, and the cabling holes.
Topology optimization could not be used directly as the final design. However, the team used the topology optimization results to drive the thickness of the outer shell.
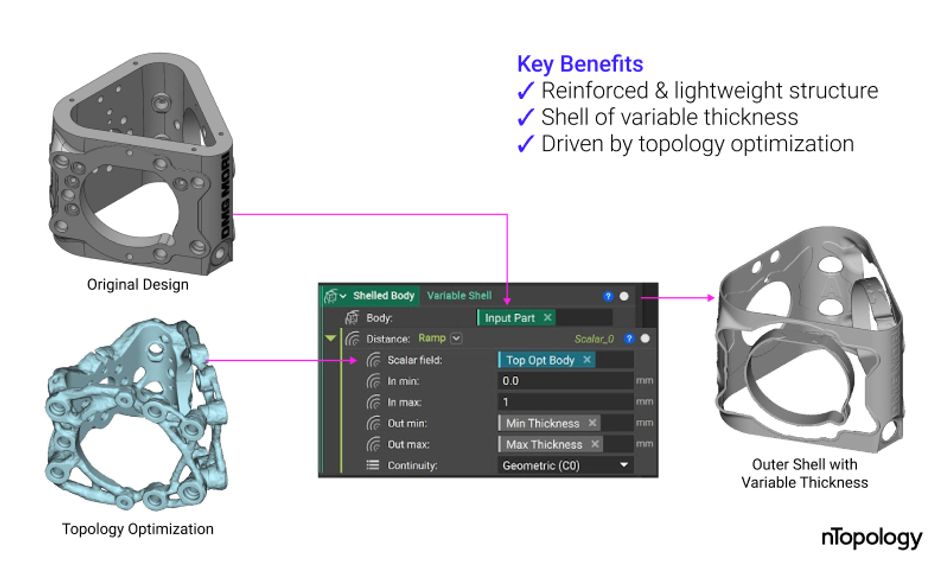
Using the color-coding system, Martin’s team automatically defined the design space for topology optimization. Then, the optimization process result was used as input to create an outer shell of variable thickness: thicker where more material was required and thinner where it was not.
“A big advantage of using nTopology is that it’s possible to convert the result of the Topology Optimization into a useful model that can be either used directly or indirectly in another function.” Martin Blanke, Additive Manufacturing Project Engineer at DMG MORI.
This process helped them grasp some of the structural benefits of topology optimization without changing the part’s exterior.
Multi-System Integration & Function Consolidation
Once the exterior shell was ready, the structural and pneumatic systems also needed to be lightweight and integrated into the design.

Using the color-coding system, Martin’s team could easily apply a different constant shell thickness to each subsystem. For example, the pneumatic inlets and outlets were assigned a greater thickness than the pneumatic channels. This operation was not nearly as straightforward to perform with traditional CAD tools.
The last step of the process was one that Martin identified as “one of the main advantages of using nTopology.” Once the separate shells were generated, everything could be combined into a single body using a simple boolean union. The boolean union block joins multiple implicit bodies into one with optional blending between them to add fillets.
Conformal Lattice for Stiffness & Support
At this stage, many interior features have large overhangs that could not be manufactured using a metal additive process. Typically, support structures are used to 3D print such parts, but their removal is tedious and wastes material.
The engineering team used lattice structures to provide permanent support to all interior regions of the part. Additionally, this internal lattice structure increased the stiffness of the part.
To identify the optimum lattice thickness, the team took advantage of nTopology’s integrated simulation tools. This capability allowed them to automatically run multiple FEM and lattice simulations in nTopology, quickly evaluate the results and change specific parameters to iterate and optimize their design.
The software’s integrated engineering simulation and design automation capabilities saved Martin’s team many engineering hours, as moving to a different software would only add complexity to the workflow.
Final Touches & Manufacturing
With the design now complete, only a few final details needed to be added to prepare it for manufacturing and post-processing.
For example, the holes and hollow areas in the final model can cause imperfections during additive manufacturing. Martin and his team filled most of these sections with solid material that could easily be CNC machined afterward.
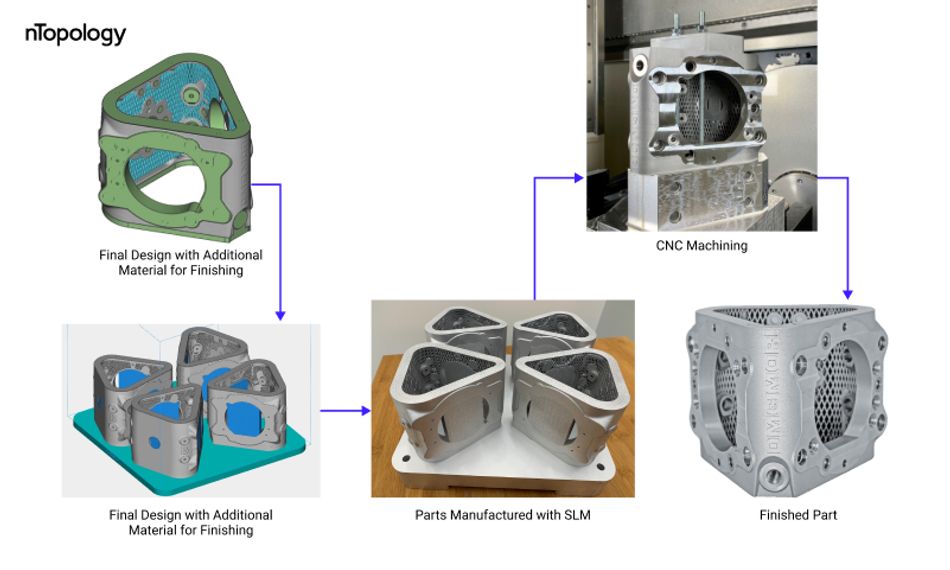
After 39 hours of metal additive manufacturing in a LASERTEC 30 Dual SLM system and finishing in a DMU 50 5-axis CNC machine, the team finally had four physical prototypes of their new lightweight design ready to be tested and put into action.
The Next Steps
Currently, the engineers of DMG MORI are testing this new component in the robotic system assembly. The goal is to reach commercial production by the beginning of 2022.
Early tests showed that the new component’s higher stiffness to weight ratio helped improve the robotic system’s handling precision by a factor of 16. The team is planning to apply a similar methodology in nTopology to lightweight other similar components.
“The unbreakable geometry, reusable workflows, and simulation-driven design are extremely powerful ways of designing for additive manufacturing.” Martin Blanke, Additive Manufacturing Project Engineer at DMG MORI.
If you would like to learn more about this project, Martin Blanke described in detail the team’s design process in a recent live webinar. The recording is available to watch on-demand.
This case study was first published on the nTopology blog.