Automation 101: End-of-arm Tooling
The end-of-arm tooling (EOAT) is one of the most important parts of your robot system. The EOAT spends the most time interacting directly with your parts and a well-designed tool/part interface can save both time and effort when programming a task that requires precision.
11 Feb, 2022. 3 minutes read

The Right Tool For The Job
The end-of-arm tooling (EOAT) is one of the most important parts of your robot system. The EOAT spends the most time interacting directly with your parts and a well-designed tool/part interface can save both time and effort when programming a task that requires precision.
There are different types of EOATs for different tasks. With its plug-and-play approach, the Forge/Ctrl makes it easy to attach and swap between a variety of EOATs, ensuring that you have the flexibility you need to optimize your task.
Out of the box, Forge/OS supports several types of gripper EOATs:
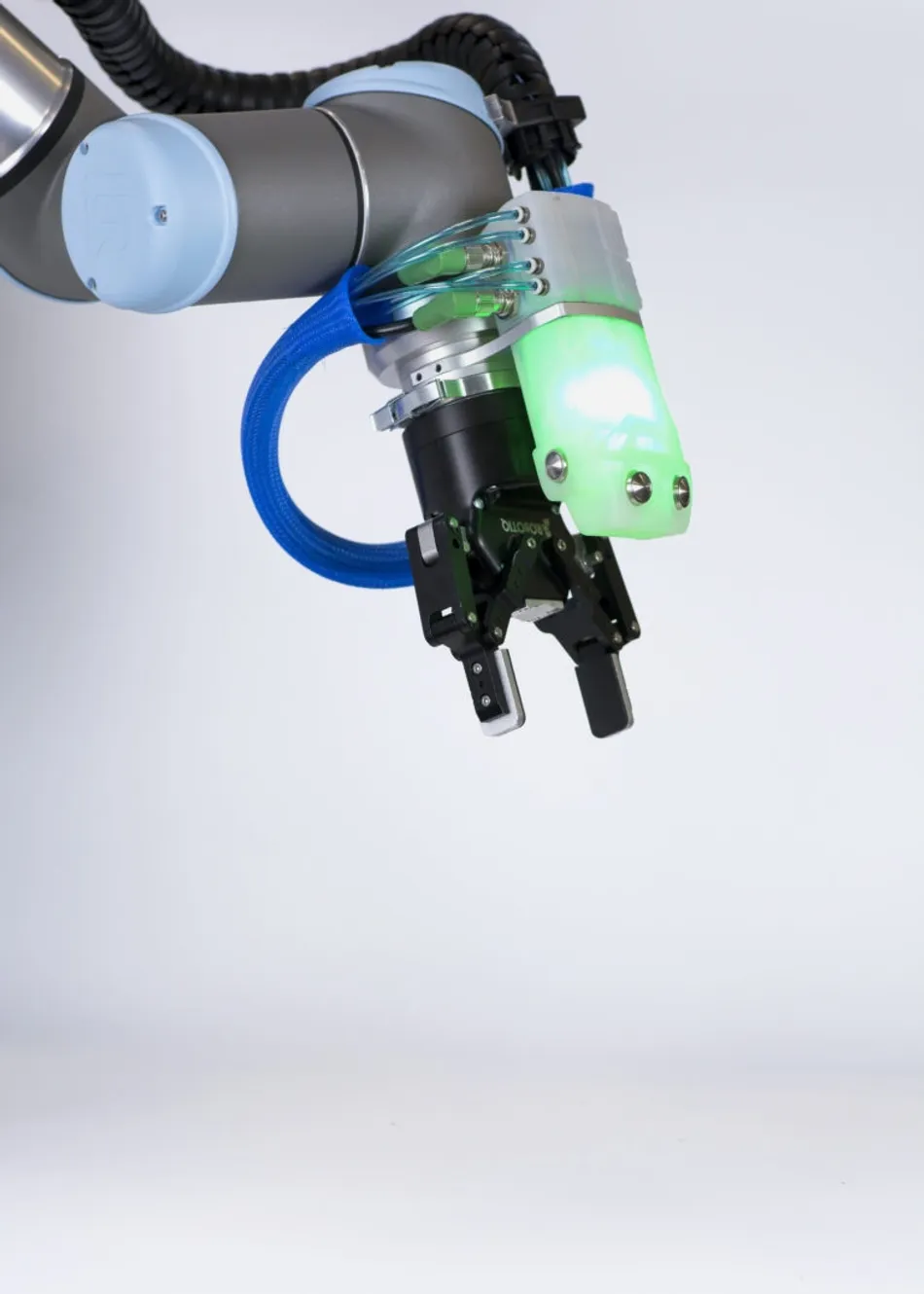
- Electric and pneumatic multi-finger grippers
- Pneumatically actuated magnetic grippers
- Suction grippers
Each of these types of grippers has its own benefits and drawbacks. For example, suction grippers come in a wide variety of sizes and material applications but usually require a flat and non-porous surface for best results. Magnetic grippers are very powerful but have limited material applications. Multi-finger grippers can provide precise placement but sometimes require extra fixturing for parts presentation. This document provides information to help you learn how each type of gripper can best be used.
Electric and pneumatic multi-finger grippers
Multi-finger grippers most commonly come in two types: two-finger grippers and three-finger grippers. Two-finger grippers (or parallel grippers) have two fingers that open and close along a single axis. Three-finger grippers (or centric grippers) have three fingers that open and close around a center point.
Multi-finger grippers are ideal for tasks that require a lot of grip strength and repeatability is a major factor. Because these grippers are often large and require plenty of clearance for grabbing parts and introducing them to a machine, parts must be presented individually, like in a grid or auto-feeder, so the gripper can access a single part without colliding into other parts or objects.
Both parallel and centric grippers often come with machineable or replaceable fingers, allowing you to customize the fingers to suit your task. Taking advantage of this customization capability can reduce the need for precise fixturing in part presentation. For example, you can machine the fingers to have a flat interior surface that presses against the top of the part. Using this surface in conjunction with a force sensor allows you to program a motion that picks up the parts by bottoming the part against the interior surface of the gripper finger, meaning parts of varying height will always be positioned in the same place in the gripper.
Magnetic grippers
Pneumatically actuated magnetic grippers provide superior strength and rigidity in applications containing iron (ferrous) materials. Magnetic grippers designed for EOAT applications often have a low-profile magnetic field, enabling the gripper to pick parts from a stack without disturbing any parts below the top of the stack.
Despite the limited material applications of magnetic grippers, it’s worth taking advantage of their strength and repeatability. Magnetic grippers are good for applications where the robot arm may need to hold the part in place while it is being processed. They also work well in applications that seem suited for suction grippers but require more grip strength due to the high weight of ferrous materials.
Pneumatically actuated magnetic grippers use an air supply to activate or deactivate the magnetic field by moving the magnet toward or away from the work surface of the gripper. Based on the manufacturer of the gripper, some magnetic grippers will be activated when air is applied, while others will be deactivated when air is applied.
Suction grippers
Suction grippers use the flow of air to create a negative pressure area inside of a suction cup. Based on the amount of airflow, suction can be increased or decreased. However, the versatility of suction gripping doesn’t come from the suction force but from the variety and flexibility of suction cups.
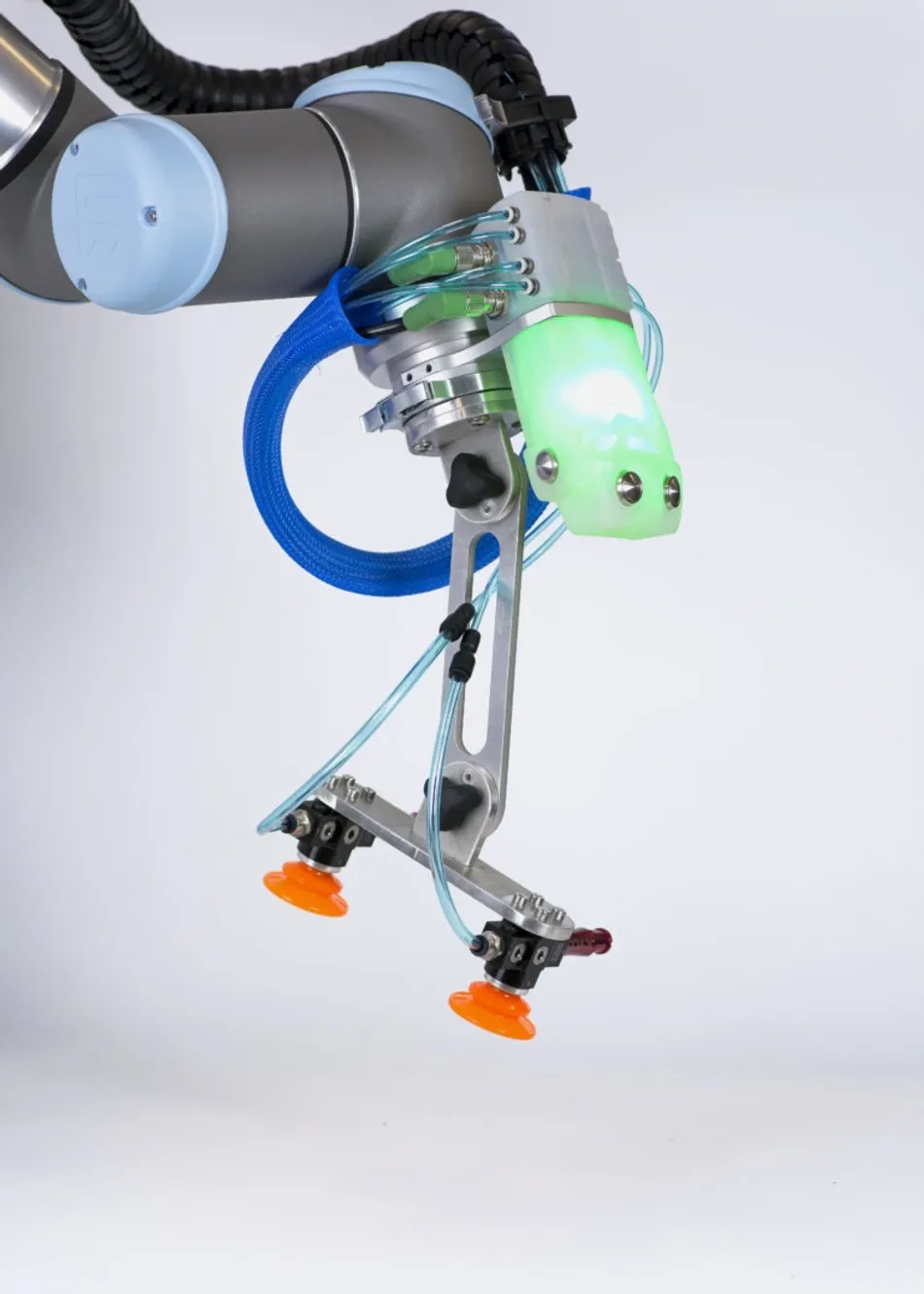
Suction grippers are ideal for tasks where precision is not needed or else is handled by other means, such as gravity-feed trays or alternative alignment surfaces. Suction grippers are also great for applications where parts have unconventional geometries and require a custom EOAT.
Many companies such as Piab and Schmalz make a wide array of suction cups for different applications. Cups may have a low-profile rubber interior for added grip against oily sheet metal or extra bellows and surface flexibility to increase contact against porous cardboard. Selecting the appropriate suction cup can mean the difference between a strong, repeatable grip and plenty of frustration with missed grabs.
Because the Forge/Ctrl does not include an internal vacuum generator, the negative pressure inside a suction gripper is created through a generator on the EOAT. Generators can either be mounted directly above the suction cup or inline with the air supply. Direct generators are larger but generate more suction than inline generators. Inline generators enable much greater flexibility in designing custom gripping tools, such as low-profile gripping heads for tight spaces.
Tags