Automation 101: Parts Presentation
Parts presentation isn’t always the easiest automation problem to solve but it can be one of the most important in determining the level of automation you can add to a production line.
14 Apr, 2022. 4 minutes read

Photo by Universidad de Deusto from flickr
Introducing what you’re producing
Parts presentation isn’t always the easiest automation problem to solve but it can be one of the most important in determining the level of automation you can add to a production line. An effective parts presentation platform can provide enough stock to run an entire overnight shift without operator intervention and can eliminate unnecessary alignment steps that slow cycle time. Not all parts and machining operations are good candidates for continuous parts presentation, so understanding the design obstacles and opportunities that your task presents will help you develop the best method for your automation needs.
Parts presentation for robotic systems
For some machining operations, automated feeders do all the work. Rolled steel can be flattened for stamping presses and long bars can be advanced through the back of the lathe chuck. Other operations require each part to be presented and oriented individually, such as blanks for a press brake or dovetailed stock for a CNC machine.
The latter cases come with two steps: presentation and alignment. Presentation is the step where the parts are made available for the system to grab. Alignment is the step where inconsistencies in the presentation method are eliminated. A well-designed fixture does both steps at once, assuming the geometry of the parts permits it.
Automated parts presentation also comes with a set of challenges. How do you make the feed continuous? How does the automated system locate the next part? What if the feed system fails and the task continues to run without parts? Let’s address these below.
Continuous feed

A continuous feed parts presentation method is one where the next part to be machined is automatically located in a set position for the robot arm to grab. The best way to imagine this fixture is a slide in which bars of a set length can roll toward a fence. The operator loads the bars and gravity feeds them to the bottom of the slide where the fence holds them in place. The robot arm reaches only for the part against the fence and gravity advances the next part into its place.
In this scenario, the next part to be grabbed is always presented at one location and the fixture can be continuously refilled from the top or designed to be as long as necessary for the desired production time.
Part location
True bin picking solutions are cost-prohibitive and can be difficult to program. If you can present an array of parts to your system in a grid or a stack, you can simplify the programming and make it easier to adapt to different parts.
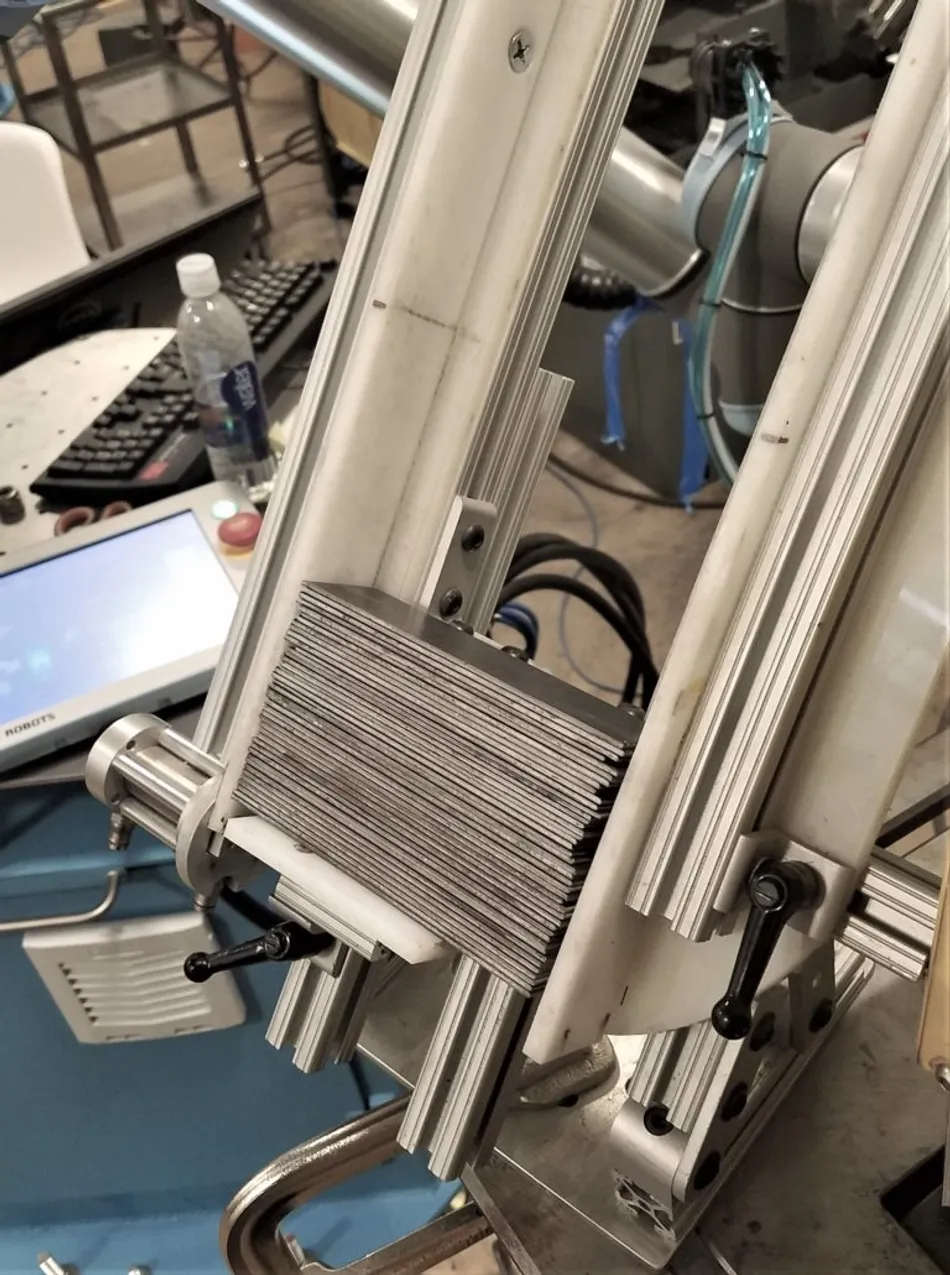
Both grids and stacks have their advantages. Stack picking uses force to find the top of the stack and pulls parts until it reaches the bottom. In the Task Canvas of Forge/OS, you can use the Save Position block to program the Forge powered system to remember where the top of the stack is as it pulls parts, shortening the time needed to find each part. Stack picking is best for flat parts. Grid picking works well when parts cannot sit evenly on top of each other or are too large for a stack. In the Task Canvas of Forge/OS, grid picking uses the Grid block to create an array of evenly spaced waypoints. Each time the Grid block executes the Forge powered system will move the robot arm to the next part in the grid.
Part alignment
When an operator loads a machine, he can check that the part is oriented correctly and placed firmly against the fences or chuck. The Forge powered system can use force motions to check that parts are properly placed, but this assumes that they were properly picked up. If a part is slightly askew in the presentation, that inconsistency may carry through to the placement step.
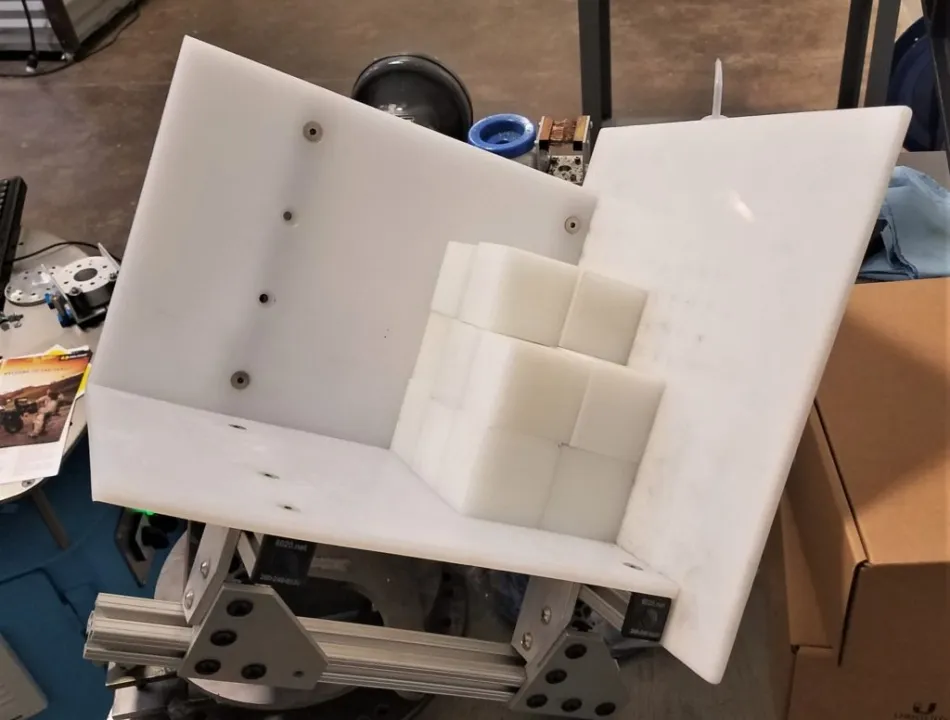
Gravity trays are an effective way to guarantee that all parts are grabbed consistently before being introduced to the machine. A gravity tray is a platform in which a dropped part will roll or slide into a corner from which it can be picked up. Regardless of how the part is dropped, it slides into the same corner and is therefore always grabbed the same way.
Building alignment into your parts presentation or end-of-arm tooling (EOAT) is an efficient way to guarantee consistent part handling. Round parts can be centered in a centric 3-finger gripper and bottomed out against machined fingers. Laser-cut or waterjet a part grid to present each part in a precise location. Build a fence into your part stack or slide that you can push the next part against before grabbing it, ensuring that it’s bottomed against that surface. These simple alignment additions cut valuable seconds off your cycle time and make programming and production more consistent.
Feed failures or bad parts
Not all stock fits the way you want. A bent bar or a large burr could be the difference between a good part and a bad part. And a distracted operator could forget to fill a grid, leaving a CNC machine cutting the air. Task Canvas allows you to program force feedback loops that react to a missing or bad part and notify the operator if something is amiss.
Use a force motion to grab parts from a grid and pause the task if the robot arm doesn’t feel a part where it should be. Check that a part has seated properly in a chuck by moving the robot arm over the top of it. If the part isn’t bottomed out, the arm will collide with it and can either attempt to place it again or put the part in a reject bin.
The Forge powered system
Certain part geometries require certain part presentation setups. Others leave room for experimentation. The Task Canvas, the user-friendly programming application available on Forge/OS, gives you the flexibility to try a variety of solutions until you find the one that fits. With interactive tools that notify operators when parts are low and an interface that encourages new ideas, the Forge powered system will never be an obstacle to the automation environment best suited to your task. READY has also designed a series of out-of-the box part feeders to reduce the customization necessary to set up most common machine tending applications.