Metal manufacturing processes compared: machining, forging, casting, powder, additive, extrusion
There are countless ways to manipulate metal to create metal parts, from millennia-old techniques like forging and casting to digital processes like additive manufacturing and CNC machining.

10 Mar, 2023. 9 minutes read

Forging produces strong metal parts
Metalworking, in its various forms, has existed for almost as long as humankind. Evidence of shaped metal objects like pendants goes back almost 11,000 years, while archaeological research has shown the mining of metal ore was taking place around the world just a few millennia after that.
Today, there are countless ways to fabricate metal parts. Some techniques — forging, for example — work on the same principles as those developed by ancient civilizations. Others, meanwhile, use computers to control pieces of complex machinery, making objects with a greater level of detail than the ancients would have believed possible. Across these many processes, a huge variety of metals and alloys can be used.
Access to these types of manufacturing processes is varied. Processes like forging and casting are typically carried out exclusively for large-scale manufacturers, either for mass production or specialized one-off operations. On the other hand, newer processes like CNC machining and additive manufacturing have virtually no barrier to entry: consumers can even order custom parts directly via third-party online bureaus.
This article looks at six of the most common metal manufacturing processes, comparing their characteristics and respective pros and cons. It also looks at a few examples of combining different processes, such as machining-forging and machining-casting.
Machining

Machining processes are a group of subtractive manufacturing operations that involve cutting material from a workpiece to achieve the desired geometry. Machining as we know it has existed since the middle of the 20th century.
A machined part can be made in one of three ways, or a combination of the three. The three main types of machining are:
Milling, in which a rotary cutting tool removes material from the workpiece
Turning, in which the workpiece itself is rotated against the cutting tool using a lathe
Drilling, in which a particular type of rotary cutting tool is used to make holes in the workpiece
Machining can produce strong parts, as parts are made from a solid block of metal. It can also produce a variety of geometries, although generally it is only possible to machine one side of the workpiece at a time. This is because the workpiece must be physically fixed to the worktable, making one side inaccessible to the cutting tool. However, multi-axis machining centers allow for a much greater range of movement and can reduce the total number of required setups.
Some mills and lathes are operated manually, but complex machining operations are generally performed using CNC (computer numerical control) machining, in which computer instructions guide the movement of the machine to achieve a high level of precision and repeatability. Toolpaths are programmed automatically using CAM (computer-aided manufacturing) software.
Since the machining process does not involve melting the metal, the machine tool may struggle to cut through very hard materials. Some metals — aluminum 6061, for example — are easier to machine than others.
Forging

The metalworking process of forging, one of the oldest techniques used to make metal parts, shapes parts by forcefully hitting metal, typically with a power hammer or die.
Although forging is not the most complex of manufacturing processes, it remains an essential form of metal part production because of the way it maintains the grain flow (grain structure) of the metal and eliminates internal voids. Maintaining the grain flow, rather than cutting up or melting the material and shaping it in random ways, makes parts highly impact and strain resistant and unlikely to crack.[1]
Historically, the forging operation involved the use of a hammer and anvil. An example of this technique is the forging of swords and other bladed weapons by a smith. Today, large pieces of forging machinery use either a power hammer or a die and are powered by mechanical or hydraulic forces rather than armpower.
The forging process can take place at high or low temperatures. Hot forging prevents work hardening and is best for iron and steel forgings. Cold forging is often sufficient for more ductile metals such as aluminum.
Some common types of forging include:
Drop forging (including open die forging), in which gravity is exploited as the hammer is dropped from a height onto the workpiece, which then assumes the shape of the die on which it is resting
Press forging, in which continuous pressure is applied slowly to the workpiece rather than in one heavy blow
Roll forging, in which flat bar stock is slowly shaped by two heavy cylindrical rolls which have grooves on their surface to give the forged part its desired shape
Forging is one of the best processes for making metal components with high strength requirements such as engine components and gears. However, costs are very high due to the machinery and labor involved, as well as the cost of any custom dies required.
Casting

Casting is another metal manufacturing process with a history dating back thousands of years. Archaeologists estimate that the casting process was first developed around 7,000 years ago. Today, casting is a mass production technology with the ability to create high-quality parts with a high level of geometrical complexity.
Casting processes involve the delivery of molten metal into a mold, where the metal cools and solidifies before its removal from the mold. There are many different types of metal casting, which use different forms of material delivery and different types of mold.
Metal casting can be divided into two broad subcategories: expendable mold casting and permanent mold casting. Expendable mold casting uses a mold made from a material like sand or loam that must ultimately be broken into pieces to remove the finished casting. Permanent mold casting, on the other hand, uses a mold or die made from a strong material like tool steel, which can be opened up to remove the finished casting then reused.
Different forms of casting can accommodate different requirements. For example, sand casting is relatively low cost, since sand molds are cheaper to make than tool steel molds, as well as allowing the casting of very large parts. It is also one of the few processes capable of forming nickel parts. Meanwhile, a process like high-pressure die casting is excellent for making detailed castings, as the molten material can be forced into every small crevice of the mold.
Casting is used across many industries and is suitable for applications as diverse as automotive and aerospace parts, nuclear power plant components, and jewelry. Its main drawback is the lead time for tooling, which can be several weeks.
Powder metallurgy

Some metal manufacturing processes, such as extrusion and machining, use metal bars or billets as the raw material feedstock. Others like stamping and coining use sheet metal. Processes that use metal powders as feedstock, meanwhile, can be grouped under the general category of powder metallurgy.
Powder metallurgy, which has existed since the 19th century, encompasses a fairly wide range of metal production processes, including:
Press-and-sinter, the most common form of powder metallurgy, in which metal powder is mixed with additives, compacted and shaped in a die, then sintered in a furnace to create the finished part
Hot isostatic pressing (HIP), in which powder is set in a mold within a can-shaped container, vibrated, evacuated, then sealed, before being placed in a hot isostatic press under high pressure for several hours
Metal injection molding (MIM), in which metal powder is mixed with a binder then molded like a plastic injection molding part, before going through debinding and sintering to remove the binder and densify the remaining metal
Powder metallurgy processes can create a range of parts from a nearly infinite range of alloys. In fact, one of the main advantages of PM is its unique ability to make parts from refractory metals like tungsten.
However, the main disadvantage of working with metal powders is the number of hazards associated with their handling. For example, accidental inhalation of powders can pose a serious risk to human health, and several metal powders are highly flammable.[2] Material costs are also high for metal powder when compared to billets, and parts may have limited strength.
Additive manufacturing
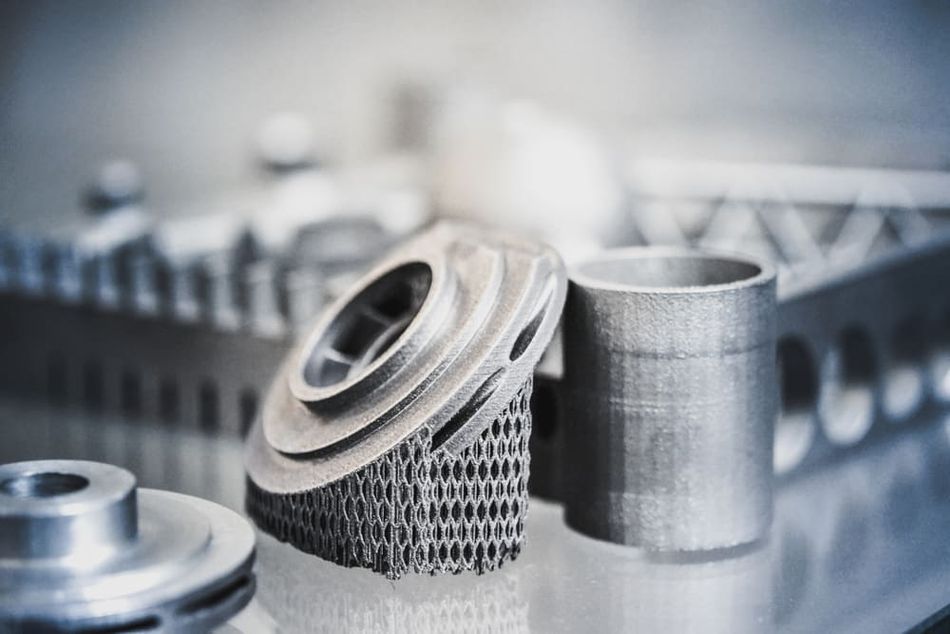
Additive manufacturing or 3D printing is the most recent of the major metal manufacturing processes. Although there are different configurations, the most common at present is powder bed fusion, in which a laser is used to fuse particles of metal powder in successive layers. Other metal additive manufacturing techniques include electron beam melting and binder jetting.
Despite not being the best process for achieving a quality surface finish, additive manufacturing offers the greatest level of geometrical freedom of any metal manufacturing technology. This is because each layer of the part is built from scratch while being supported by surrounding powder. It is therefore possible to create highly intricate geometries — including internal geometries that can radically affect the mechanical properties of the final part — using a 3D printer.
First used as a prototyping technology, the advancement of additive manufacturing systems is shifting the technology away from prototyping and towards final parts production. Machine costs can be high, but there are no tooling costs or long lead times for each part.
Note that although metal additive manufacturing primarily uses metal powder as a feedstock, it is not usually classified as a form of powder metallurgy. One form of additive manufacturing, binder jetting, has parallels with press-and-sinter and metal injection molding, as it uses metal powders mixed with a polymer binder which is later burned away.
Recommended reading: New process allows 3D printing of microscale metallic parts
Extrusion

A relatively simple metal manufacturing process that uses long billets as feedstock, extrusion involves forcing the billet lengthwise through a shaped die, producing a metal part with a consistent cross-section.
Although extrusion is only suitable for certain simple parts — such as connecting rods — it allows for a high level of geometric freedom along two axes and also works well with a variety of metals, including brittle ones. Extrusions can either be left as long pieces (continuous) or cut into sections (semi-continuous).
Like forging, extrusion can be carried out using either hot or cold metals, with steel requiring the highest temperatures. The most common form of extrusion is direct extrusion, in which the billet is placed within a container and forced through the die opening by a ram.
Combining processes
Many metal parts are fabricated using a combination of metal manufacturing processes. Although this necessarily adds time and cost to the production, it allows the manufacturer to exploit the benefits of different processes.
The process most commonly used in conjunction with other processes is machining. In addition to being a viable process for building parts from scratch, machining is also widely used as a finishing process, as semi-finished parts can simply be attached to the worktable of a CNC mill or machining center like a blank workpiece.
For example, in a machining-forging operation, forging may be used to make very strong parts with near net shapes before a CNC machine is used to selectively remove material to make fine features. Machined forgings can therefore be more desirable than basic forgings.
Machining is also used to finish parts made via casting, as it can be used to add engravings or small details to parts and to achieve tighter dimensional tolerances than casting alone.
Some processes are less suited to combining with other processes. Additive manufacturing, for example, is best used as an end-to-end process as it already achieves a high level of part complexity.
Comparison of processes
Process Basics | Advantages | Disadvantages | |
Machining | Cuts material from workpiece |
|
|
Forging | Applies force to workpiece |
|
|
Casting | Melts metal and forms it in a mold |
|
|
Powder metallurgy | Forms part in mold then sinters it |
|
|
Additive | Fuses metal powder particles in successive layers |
|
|
Extrusion | Forces workpiece through shaped die opening |
|
|
Conclusion
Metalworking has been an important part of human life for thousands of years and will continue to be so for many more. With so many processes to choose from, it is possible to create metal parts of virtually any shape and size, from cast nuts and bolts to forged aircraft components.
References
[1] Rathi MG, Jakhade NA. An overview of forging processes with their defects. International Journal of Scientific and Research Publications. 2014 Jun;4(6):1-7.
[2] Bourell D, Frazier W, Kuhn H, Seifi M. Safety in Handling of Metal Powders.