How do Resin Printers Work: SLA, DLP & More
Everything you need to know about how resin 3D printing works and safe material handling

11 Jul, 2022. 9 minutes read
SLA, DLP and LCD are different methods of resin 3D printing
When we talk about resin 3D printing—or vat photopolymerization—we are referring to any 3D printing process that uses a liquid resin as its build material and a light source to solidify the liquid resin. As we’ll see, there are different variations on resin 3D printing (i.e. SLA, DLP, LCD), but generally speaking resin printing technologies are incredibly versatile and are used for many types of applications that require a high resolution and fine details. Hobbyists and gamers use resin printing technology to create highly detailed miniatures; jewelry designers use it to create prototypes and patterns for casting; dental labs use it to create patient-specific models and molds; and more.
In this article we’ll look at the different methods of resin 3D printing, as well as how to safely store, handle, and dispose of photopolymer resin materials. We also cover how to clean and post-process resin 3D prints for the best quality and optimal properties.
Technologies for 3D printing resin
There are several different resin 3D printing processes and many different hardware solutions on the market today. Let’s take a look at some of the most common resin 3D printing methods.
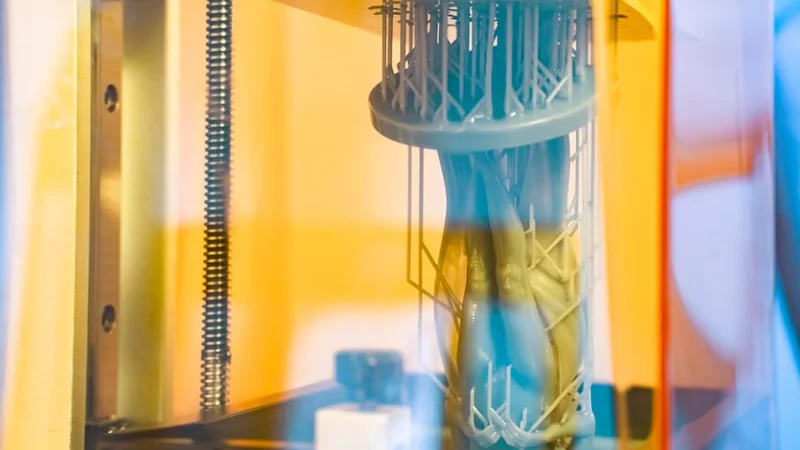
Stereolithography (SLA)
Stereolithography, also known as SLA, is one of the most widely used 3D printing techniques today. It is also one of the oldest: the first SLA 3D printer was invented in the 1980s by 3D Systems founder Charles Hull. In the SLA 3D printing process, a UV laser “draws” a cross section of a part on a thin layer of liquid photopolymer resin. When the resin is exposed to the UV laser light it is cured and solidifies. From there, another thin layer of resin is applied and the laser process is repeated until a solid 3D printed object is created.
One of the main reasons SLA 3D printing is so popular is its ability to print high-quality isotropic parts with very smooth surfaces. Unlike FDM prints which are porous, SLA parts are also watertight. Additive manufacturing users are also drawn to SLA for its diversity of materials: the technology is today compatible with a wide range of resins, including standard resin, transparent resin, tough resin (ABS-like), flexible resin, biocompatible resin, and filled resin (i.e. ceramic-filled resin).[1]
Over the years many different industries have adopted SLA 3D printing technology, including the medical and dental industries, the jewelry sector, the consumer segment (particularly for product development), and engineering for high-quality prototyping.
Recommended reading: What is Resin 3D Printing
Digital Light Processing (DLP)
Digital Light Printing, aka DLP, is also among the most popular resin 3D printing processes. DLP is similar to SLA in many ways: it too uses a light source to selectively cure layers of liquid resin photopolymer. Unlike SLA, which uses a single UV light to draw on the layers of resin, DLP uses digital projection to expose segments of the liquid resin to light. More specifically, for each new layer of liquid resin, the DLP projection system emits a 2D pattern (the cross section of the 3D model) which cures the entire resin layer at once.
One of the benefits of DLP 3D printing is its printing speed: because the digital projector can cure an entire layer of resin at once, the DLP process can be significantly faster than SLA, which relies on a laser to draw out the 3D model cross section. SLA, however, is typically capable of achieving higher resolutions than DLP.
Like many SLA 3D printers, DLP systems are built on a bottom up approach. This means that the projection system is placed below the vat of resin and the build plate lowers itself into the resin. The digital projector then flashes and cures a pattern onto the layer of resin through the transparent tank. As each layer is printed, the build platform moves up a layer.
Another critical element that is particular to the DLP process is the digital micromirror device (DMD). The DMD is a system made up of thousands of tiny mirrors. These mirrors are responsible for directing the light emitted from the digital projector to the resin layer. The DMD also has a big influence on the resolution of the DLP printers.
Recommended reading: Digital Light Processing 3D printing explained
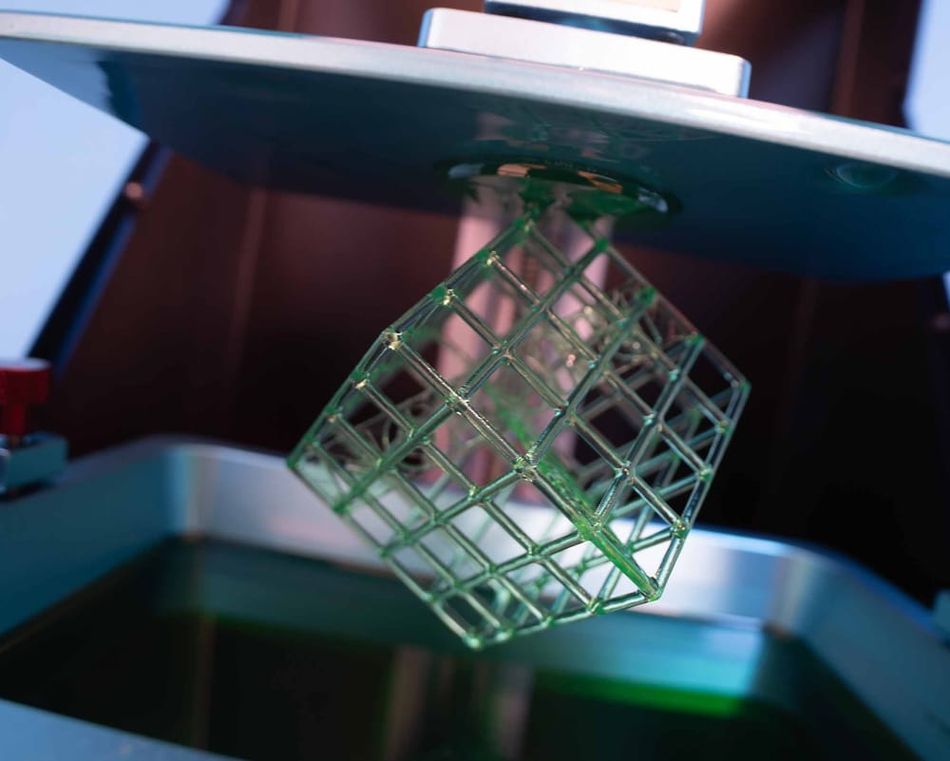
Liquid Crystal Display (LCD) / mSLA
Liquid Crystal Display (LCD) 3D printing, sometimes known as masked stereolithography (mSLA), is very similar to DLP 3D printing: both processes use a light source to cure layers of resin material using a bottom up approach. The key difference between the two technologies is the type of light source: DLP uses a digital projector and DMD, while LCD uses a combination of LEDs and an LCD screen. In the LCD printing process, an array of LEDs positioned below the 3D printer resin vat emits light, which is passed through an LCD screen. The LCD screen essentially controls the pattern of the LED lights and enables the resin layers to cure with a high degree of accuracy. Like DLP, the LCD 3D printing process is capable of curing an entire layer at once.
Another difference between DLP and LCD is how the 3D printer resolution is determined. In DLP, the maximum print resolution is influenced by the size of the micromirrors in the DMD. In LCD, the resolution is determined by the number of pixels and the size of the LCD screen. To find the resolution of a LCD 3D printer, you simply have to divide the length of the LCD screen by the number of pixels along the same length.[2]
How to print with resin and what to consider
If you are new to resin 3D printing, the good news is that many SLA, DLP and LCD 3D printers are designed for plug-and-play use. This means it is relatively easy to get the 3D printer up and running. Where things can get a bit more complicated, however, is the material handling. Unlike FDM filaments, which can be stored easily and are safe to touch, photopolymer resins must be handled and stored carefully.
Storing resins
As is the case with any 3D printing material, proper storage ensures the quality and longevity of the material. In the case of 3D printing resins, one of the most important things to remember is that they are sensitive to UV light. They must therefore be stored in opaque containers and preferably in a dark environment. SLA 3D printing manufacturer Formlabs recommends using containers made from HDPE or polypropylene.[3]
If you are storing resins over the long-term, it is important to check for an expiration date. While a resin will not “go bad” so to speak, it will start to lose its photoreactivity properties over time, which can influence print quality. To improve their lifespan, it can also be advantageous to shake resin containers every couple of weeks to ensure they remain well mixed.
Temperature is another key consideration when storing resin materials: many are best stored between 5°C and 30°C. However, the temperature range may vary depending on the brand and type of resin you are printing.

Handling resins
While fully cured resins are perfectly safe, when the material is in liquid form it is considered toxic. It is therefore crucial to follow certain safety measures when handling uncured resins—both when filling the resin tank or disposing of leftover material.
First, be sure to wear protective gloves and clothing when handling liquid resin. This will ensure your skin is safe from any irritation that may occur if you spill resin on yourself. For the best protection, chemical-resistant nitrile gloves or neoprene gloves are recommended. If your skin does come into contact with liquid resin, it should be washed thoroughly with soap and water—avoid using alcohol-based cleaners.[3] Wearing eye goggles is also a good idea to protect yourself in case of any resin splashes.
Some makers also choose to wear a mask when using a resin 3D printer due to smells emitted during the process. However, most types of resin are not volatile when printed and do not require users to wear a mask; printing in a well ventilated space should be sufficient. As a rule of thumb, read the manufacturer’s safety data sheet (SDS) for each resin material you print.
Cleaning resin prints
One of the benefits of resin 3D printing technologies is that parts do not require significant post-processing. SLA, DLP and LCD systems are all capable of printing models with smooth surface finishes and fine details. That being said, 3D printed resin parts do need to undergo a cleaning process to remove the sticky uncured resin residue from their surface.
There are a few different cleaning methods available for resin prints, including dedicated washing stations sold as accessories for 3D printers. One of the most common methods, however, is to use a bath of Isopropyl alcohol (IPA). Simply submerge your 3D print in IPA and agitate it for about 30 seconds. You can also let the print soak in the IPA solution. Continue this process until the sticky resin residue is gone. Typically, a double rinse should be sufficient.
If you are using IPA to remove uncured resin, be sure to take the necessary precautions, such as wearing protective gloves and eyewear and protecting your workstation from potential spills. It is also a good idea to invest in some silicone tools for cleaning, since resin residue won’t stick to them. If you can’t get your hands on IPA, denatured alcohol, acetone or Mean Green are suitable cleaning alternatives.
Post-processing resin prints
Besides cleaning resin prints, there are a few other post-processing steps to be aware of. Post-curing, for example, is an optional step that further cures 3D printed resin parts and results in superior mechanical properties. Post-curing is a great option when producing functional parts or prototypes that require greater strength and is a requirement for biocompatible resins. Many SLA and DLP 3D printer manufacturers offer dedicated post-curing stations, however it is possible to make your own using a UV light source and rotating platform. It is also possible to post-cure resin prints in the sun.
Recommended reading: Knowing How Long to Cure Resin Prints
If your printed part was made with support structures, support removal is an important post-processing step. Support removal is fairly straightforward: after the cleaning process, clip away supports using flush cutters. By placing the cutters as close as possible to the print surface, you will minimize the amount of sanding required to ensure a smooth surface finish. For supports located at delicate junctures, use tweezers to carefully pry them away. If you do need to sand the 3D print to remove support marks, start by using a low grit sandpaper and gradually transition to finer sandpaper. Using strategic support orientations can also minimize the need for support structures and make them easier to remove.

Resin disposal
Last but not least is resin disposal. Because uncured resins are considered toxic, leftover resin must be disposed of carefully and safely, in compliance with environmental regulations. This means you should never pour resins or cleaning solvent (which has traces of resin) down the drain or put them into your household waste. To properly dispose of leftover resin and contaminated cleaning solutions, follow instructions laid out by local waste management organizations for chemical waste.
Another option is to cure leftover resin and throw out the solidified (and thus non-toxic) pieces with your regular trash. To be safe, it is also a good idea to place any contaminated paper towels or gloves that have liquid resin on them in the sun. Only when the resin residue has cured will it be safe to throw the paper towels or gloves away. The same goes for empty resin containers. To ensure that no toxic residue ends up in the trash or recycling, cut open resin containers and expose them to UV light. This will cure any traces of resin, which can then be safely removed and thrown out.
Key Takeaways
Ultimately, resin 3D printing technologies like SLA, DLP, and LCD are great for producing high resolution prints with good surface quality and fine features. Here are some of the main takeaways about resin 3D printing that we covered:
The main difference between resin 3D printing process is the light source used: SLA uses a laser beam, DLP uses digital projection, and LCD uses a combination of LEDs and an LCD screen.
Storing photopolymer resins away from sunlight is critical to ensuring their quality over time.
Uncured resins are toxic and must be handled with care. Be sure to wear nitrile gloves and protective clothing when filling resin tanks or disposing of unused material.
Uncured resin cannot be disposed of down the drain or in household waste. Either cure leftover resin before throwing it out or follow proper chemical waste protocols.
References
[1] https://www.hubs.com/knowledge-base/sla-3d-printing-materials-compared/#overview
[2] https://phrozen3d.com/blogs/guides/sla-vs-dlp-vs-lcd-which-resin-3d-printer-is-the-best-for-you
[3] https://support.formlabs.com/s/article/Resin-Care?language=en_US#storage