Compression Moulding: Technology Overview
This article sums up everything you need to know about compression moulding: how it works as a manufacturing process, the suitable materials, its benefits, limitations and applications.
22 Feb, 2024. 6 minutes read

This article was first published on
xometry.euCompression moulding is a manufacturing process used to create various products and components, primarily from thermosetting materials such as composites, rubber or resin material. It offers a variety of unique options for manufacturing functional prototypes as well as for low-volume products.
What is compression moulding?
Compression moulding has become an essential technology in many industries, contributing to the development of modern products that we use every day. The technique involves compressing the raw material within a heated mould tool, usually under heat and pressure, until it takes the desired shape. The moulded parts are durable, economical and suitable for many applications.
How does compression moulding work?
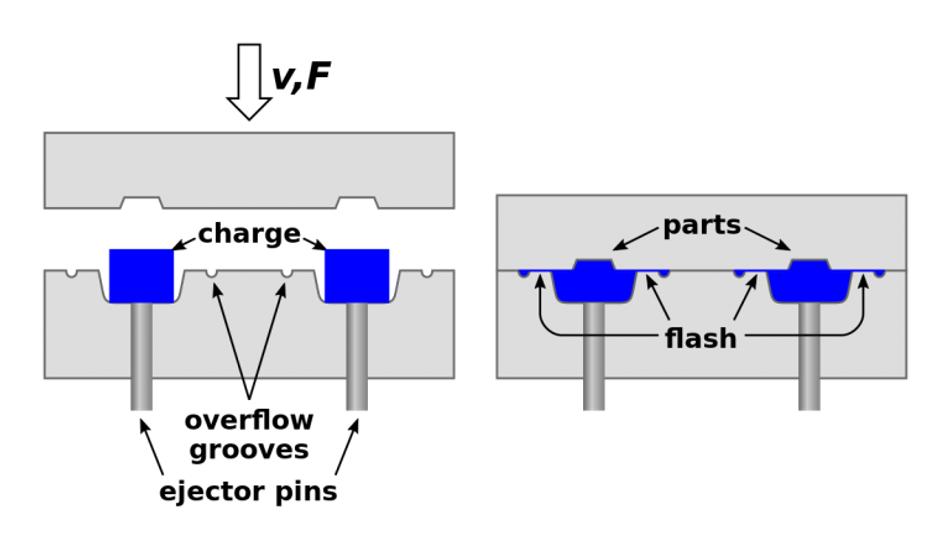
This moulding process uses heat and pressure to form the part’s final desired shape. It involves a measured amount of moulding material (preheated) called “charge” which is compressed into the desired form using two heated moulds. These moulds usually have a pre-heated cavity and a vertical press mechanism to effectively construct and maintain the required tooling.
The excess material seeps out of the mould in the form of a flash (the excess plastic that is usually forced out of the mould cavity at the parting line between the two parts of the mould).
This moulding process works as follows:
- Step 1 – Create moulds: Produce tooling using methods such as machining, die casting, or 3D printing.
- Step 2 – Set up the machine: Clean the mould, turn on the heat, and complete other necessary set-up procedures based on the machine or device in use.
- Step 3 – Prepare charge: Choose the material and determine the appropriate amount of material. Avoid using too much charge, as this can cause excess material to seep out of the mould, leading to flash that requires manual cutting.
- Step 4 – Insert charge: Position the charge in the centre of the bottom mould.
- Step 5 – Compress part: Close the top mould, apply pressure, and allow time for the piece to form. Some manufacturers use heat during compression, which can quicken production by softening raw materials.
- Step 6 – Release part: Remove the finished piece from the mould.
- Step 7 – Clean part: Remove any resin flash along the edges manually, and clean the part as needed before final assembly.
Types of compression moulding
There are several types of moulding techniques, and each method differs in terms of its application and the materials used.
Industrial hydraulic compression moulding
Large industrial compression moulding machines are ideal for commercial large-batch part production. They employ hydraulic lift systems that make it possible to attain a high level of pressure to manufacture and produce large, uniform parts. Workers have full control and monitoring over the process from a separate control panel.
Benchtop presses
Smaller benchtop compression machines are best to manufacture small to midsize parts. Benchtop presses usually take up less space compared to large industrial compression machines but is best for large runs. They have multiple access points that give engineers and operators the flexibility to easily remove finished parts and the produced flash. Also, the smaller size and footprint make it ideal to employ these machines in smaller production facilities or warehouses.
Cold (heatless) compression moulding
This technology is usually done by using heat but on the other hand, there is also cold (heatless) compression where the charge or raw materials are generally preheated before being put into the mould. For softer plastics, even heating is not needed. The engineers and manufacturers can control the procedure and curing and also shorten the production cycles by the timely introduction of heat.
Wet compression moulding
The technique of wet compression moulding is used to combine epoxies, resins and many other liquids with solid fabrics. Wet compression machines are very common in the production lines of car manufacturers like BMW where they produce strong and durable products in less time and low cost.
Suitable materials for compression moulding
Plastics, thermoplastics and thermosets are compatible with the compression moulding process. Thermoplastic materials are plastics that on heating become soft and flexible and harden when cooled. They show no changes in the chemical and mechanical properties even after hardening and hence they can be heated and cooled (or reshaped) numerous times.
Whereas for thermoset materials, the characteristics are different. They become irreversibly cured on exposure to heat and all their inherent properties are changed and permanently cured to stay in the given shape. Hence, they can only be moulded once and cannot be repeated or undone.
Materials used commonly in compression moulding include:
- Epoxy
- High-density polyethylene (HDPE)
- Polyether ether ketone (PEEK)
- Polyphenylene sulphide (PPS)
- Polytetrafluoroethylene (PTFE)
- Silicone
- Urethane
Advantages of the compression moulding process
Let’s take a deep dive into the compression moulding advantages.
Cost-effectiveness
Compression moulding can be termed the most cost-effective manufacturing method for the production of simple, flat and large parts. Small design complications like pockets and curves are acceptable whereas much more complicated designs are often not possible with compression moulding.
Since it employs low pressures, tool costs are cheaper and the moulds last long without any defects like warping eliminating the need to be replaced. The main problem of low cycle times can be countered by producing moulds with multiple cavities to produce more parts during the same cycle.
Produces strong parts
The process works by placing the charge into the mould as opposed to injection moulding where the charge is injected into the mould, which theoretically eliminates the flow and knit lines and defects like short shots. The structural stability of the compression moulded parts is also higher compared to injection moulding.
Manufacturing with composite materials is easily possible with compression moulding. Composite parts offer unique properties along with being strong and durable.
Flexibility in design
One of the chief advantages of compression moulding is its ability to offer cheap prototyping. For example, cheap moulds can be easily designed on CAD software and 3D printed. Later, this cheap mould can be used to perform compression moulding for research and prototyping before the actual mould is built. This way, it can be more advantageous to tool designers and engineers. This manufacturing process is also a good solution to produce consistently coloured rubber parts.
Limitations of compression moulding
Although this technology has many benefits, it also has a few limitations:
- Not suitable for complex parts. When the design is complex, for example, the design has intricate details or slant angles, it’s advised not to use compression moulding as it cannot achieve those.
- Slow cycle time. It lasts for minutes compared to injection moulding which is usually seconds. The associated labour time is also increased because of the slow cycle time and hence the cost of labour.
- Creation of flash and burrs. They need to be removed manually which results in extra time and material wastage.
Applications of compression moulding manufacturing process
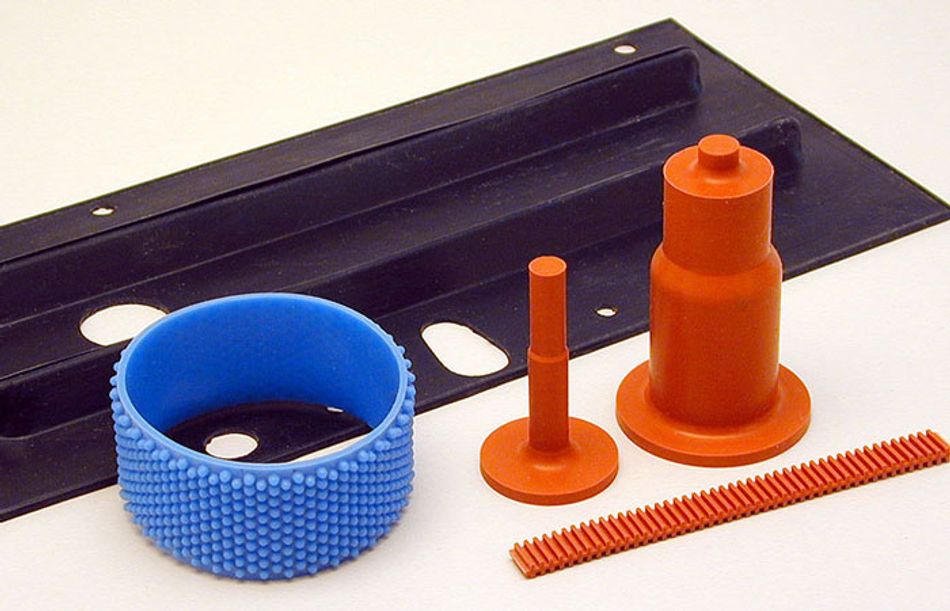
Compression moulded parts offer a plethora of applications in every commercial industry:
- Automotive parts: Many interior parts of cars and bikes can be produced using compression moulding. Big parts like tractor bumpers and engine components using plastic are produced cheaply with the help of compression moulding.
- Computer, gaming devices and consoles: The keyboards for computers, monitor frames and controllers for video games and buttons can be compression moulded.
- Kitchenware: Plastic dishes like plates, cups and cutlery can be compression moulded. Especially the parts that are produced using melamine are usually compression moulded.
- Electrical components: Electrical sockets, switches, faceplates, and metering devices are usually manufactured with this technology.
- Medical and dental device parts: Many plastic and silicon medical and dental equipment used in daily life, like syringe stoppers, equipment handles, and respirator masks are manufactured using this process.
What is the difference between injection moulding and compression moulding?
The main difference in operation relies on the fact that, in injection moulding, the charge is introduced as pellets into the injection mould and on the other hand, in compression moulding, the mould is closed or pressed against the charge to get its shape.
Manufacturers use both technologies these days but for different types of parts and have different applications. Sometimes there are big and ultra-large parts for which an injection mould cannot be produced. That is when a compression mould is ideal. On the contrary, for complex moulds, injection moulding is an ideal option. If the design is simpler, compression moulded solutions remain cheaper.
Because the material is loaded into the mould cavity directly, there is no limitation on the weight of the part that can be made other than the size of press and tonnage required, whereas injection moulding presses are limited in the weight of part they can produce by the volume of the injection barrel that fills the mould.
In terms of speed of manufacturing, injection moulding has a shorter cycle time and is hence faster and more cost-effective for large batch production compared to slow compression moulding. On the other hand, the compression moulding technique uses low pressure and is also cheap for the same reason. The wastage is also reduced and can be advantageous when working with costly materials.
In conclusion, for high-volume production and complex parts, injection moulded parts are ideal whereas, for medium to small batches and simple designs, compression moulding is recommended.
Conclusion
Compression moulding is a manufacturing process that wastes less material and has a lower cost tooling than injection moulding since no runners, sprue, or gates are required to form the part. Consequently, this technique produces an aesthetically and functionally superior surface finish. This makes it the go-to technique for large flat and curved components.
The simplicity of compression moulding machines makes the process an attractive option for functional prototyping and low-volume manufacturing. In addition, compression moulding is the best option when the part material used is impossible to produce using other moulding techniques and custom composites are fabricated.