Walking on the World's Most Advanced Prosthetics in the Jungles of Guatemala
LifeNabled volunteers and designers created a fully digital workflow to produce custom 3D printed prosthetic sockets with flexible inner liners. Now, 35 patients in the jungle of Guatemala are walking on the most advanced prosthetic and orthotic devices in the world.
21 Oct, 2021. 6 minutes read
This article was first published on
ntopology.comThis article was discussed in our Next Byte podcast.
The full article will continue below.
Background
Brent Wright is a Certified Prosthetist and Orthotist. Together with his wife, Meredith Wright, they co-founded LifeNabaled, a non-profit provider of prosthetic solutions for the developing world, based in Raleigh, North Carolina, USA.
Brent and his team are changing the lives of amputees in northern Guatemala who do not have the means to afford prosthetic care. Their bi-yearly clinics have treated hundreds of patients over the past 15 years.

However, fabricating prostheses is a highly technical job. Evaluating, manufacturing, and fitting prostheses to the 30-50 patients during the week-long clinics took a physical toll on Brent and his team of volunteers.
For their latest clinic, Brent and his team applied their years of experience in prostheses fabrication and additive manufacturing to develop a fully digital workflow. In this case study, we walk you through the steps they followed — from 3D scanning to design and manufacture — to create custom, 3D printed prosthetic sockets based on patient data in a cost-effective manner.
“People who could not possibly afford a prosthesis now have the best device in the world. Without nTopology, none of this would be possible”Brent Wright, Co-Founder and Clinical Director at LifeNabled
Traditional Vs. Digital Fabrication of Prostheses
Traditional fabrication of prostheses is a laborious process. Since each socket needs to offer a custom-made fit for each patient, the fabrication is entirely manual. Typically, there are three steps involved in the process:
- First, the Prosthetist takes a cast of the amputee’s missing extremity during patient evaluation.
- Then, they use the cast to create a custom mold to thermoform the socket. The socket is connected to off-the-shelf components to manufacture the prosthesis.
- Finally, the Prosthetist fits the prosthetic device to the patient and makes the necessary adjustments to ensure a good fit.

Brent’s vision is to fully digitize the design and manufacturing steps. These steps are the most expertise-demanding phases of the prostheses fabrication process. At the same time, his team can train locals (or guide them through video calls) to perform the evaluation and fitting steps, eliminating the need for an expert to be present in the remote location.
As a proof of concept, the team cut the cord to traditional manufacturing in the last clinic and followed a fully digital process. By digitizing the entire workflow, they can focus on making the process scalable and as cost-effective as possible.
Here’s an overview of the new digital workflow:
- First, two team members flew to Guatemala to take 3D scans. In just two days, they were able to evaluate 35 amputees.
- Then, over the next two weeks, Brent designed and customized each device and manufactured the sockets using HP’s MJF 3D printing technology.
- Finally, the team returned to Guatemala a month later to deliver the devices and fit them to the patients.

The results were astounding! All patients left the clinic walking on the most advanced prosthesis in the world. Moreover, the team achieved this result with a fraction of the effort. “We worked hard during that time, but we worked smart, and we were able to easily take the scans we needed so that when we came back, we were more efficient and valuable,” Brent Wright mentioned.
Flexible 3D Printed Inner Liners
The inner liner is an essential part of the prosthesis. The socket must be comfortable to the wearer while working or during prolonged hours of use. Moreover, it has to be breathable to ensure good hygiene. “We need to make sure that the prosthesis breathes, especially in the jungles of Guatemala,” mentioned Brent.
However, traditional gel-like inner liners are not very breathable, cost more than $160, and have a limited life span of only 3 to 6 months in the tropical climates of Guatemala. This cost is prohibitively expensive for the local people who live on $2 to $3 a day.
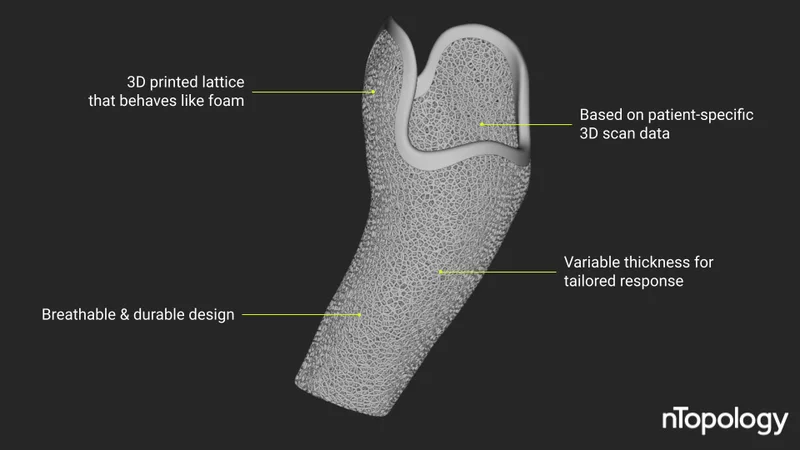
Brent’s team wanted to replace the expensive liners with knitted socks. Socks are very affordable, breathable, easily customizable, and washable. To ensure comfort, the team turned to 3D printed foams to design a flexible inner socket liner.
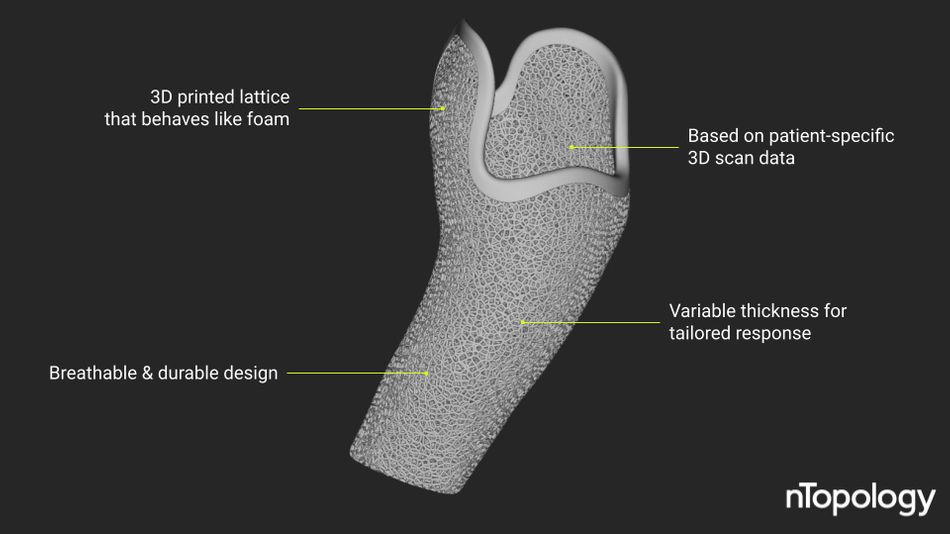
3D printed foams are flexible lattice structures that imitate the properties of traditional foams. They are manufactured from an elastic material like TPU and offer additional benefits over conventional foams.
For example, their properties can be tuned (from soft foam to stiff plastic) according to the physiology or preferences of the patient. This effect can be achieved by closely controlling the design input parameters of the lattice, such as beam thickness and porosity, using advanced engineering design software like nTopology.
From 3D Scan to Manufacturing
Even after the team has determined the 3D printed foam design parameters to achieve the desired cushioning, applying it to 30+ custom socket designs would be a challenge. Without nTopology, this step would be a “brutal process” according to Brent. The legacy software he was using prior to nTopology would often crush or take hours to generate a result.
“Designing custom flexible inner liners was going to be a challenging task if we would do it in any other software other than nTopology. Once the workflow was done, all I had to do was to swap out meshes. The process ran over and over again.”Brent Wright, Co-Founder and Clinical Director at LifeNabled
The workflow is semi-automated and straightforward to implement. Here’s the overview:
- Using the mesh of the patient’s 3D scan data as input, they first generated a shell with variable thickness.
- They then used nTopology’s latticing blocks to create a flexible inner liner that provided the necessary level of cushioning.
- To repeat the process and generate a new design, they only had to swap in a new input mesh with 3D scan data from another patient.
With nTopology’s reusable workflows, the team saved more than a whole day of error-prone computational processing during the design phase and produced higher-quality and error-free results.
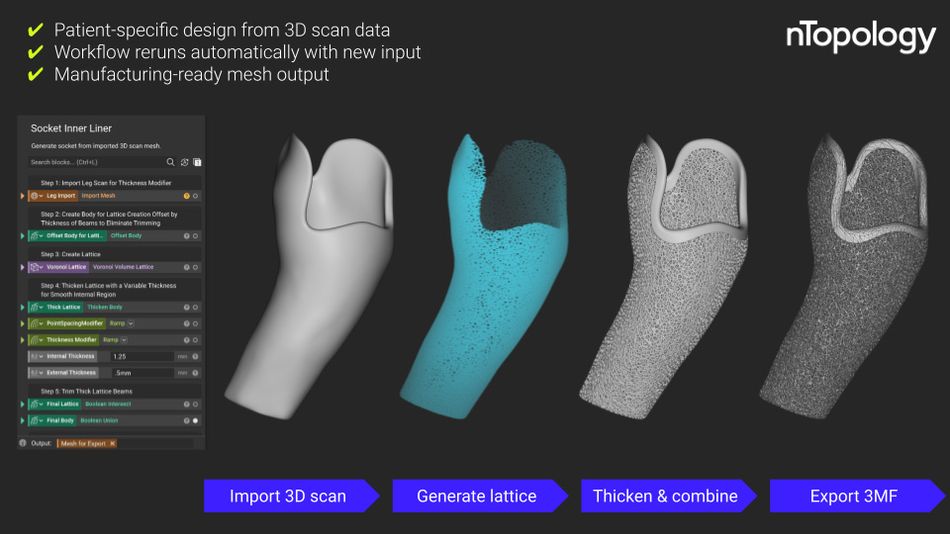
For manufacturing, the team opted for HP’s Multi Jet Fusion 3D printing process in TPU. This process and material combination is excellent for manufacturing flexible lattice structures with variable thickness for padding. TPU is also very durable, making it an ideal option for the jungle of Guatemala.
Overall, this digital process saved the team 2-3 days of fabrication and replaced a laborious manual step with streamlined digital manufacturing.
Changing Lives
Beyond the technological achievements, this is a human story. There is little to no access to prosthetic care in these regions of Guatemala. Since the vast majority of these amputees live under a few dollars a day, affording a prosthesis is simply not an option.

Because Brent’s team has been doing these clinics for so long, they have seen how a prosthesis can change a patient’s life.
For example, 15 years ago, they started treating a young child when he was only three years old. Due to his condition, all four extremities were drastically affected by either amputation or congenital defects.
Without the prostheses, he would be destined to a life of poverty and begging on the streets. Instead, the young man is now going to accounting school to become an accountant, and he will be able to provide for his family.
The Next Steps
Brent’s goal is to create a global network of prosthetic device providers for the developing world. With digital manufacturing and engineering design tools like nTopology, this dream is achievable.
“There are millions of people that need prostheses worldwide. It’s a team effort to reach all of them. This is a human story. This is not a story of how we get a profit out of humans. It is a story of how we get people walking.”Brent Wright, Co-Founder and Clinical Director at LifeNabled
There are multiple industrial-grade 3D printing systems located worldwide (even in developing countries) that could be leveraged to manufacture the needed prosthetic devices. Local physicians can be trained through video calls to evaluate the patient and fit the prostheses. As for the design of the device, this can be generated using the automated processes that Brent’s team has developed.
From a technical perspective, Brent continues to refine his designs to make them even more cost-effective. For example, his team is currently creating lighter socket ribs with a simulation-driven geometry using a field-driven design approach.
This case study was first published on the nTopology blog.