What is TPU Filament? Everything you need to now about 3D printing with TPU
With its rubber-like material properties, TPU is a versatile 3D printing material that can be used for numerous applications. Here's what you need to know about 3D printing TPU, from filament storage, to printer settings, and more.

16 May, 2023. 15 minutes read
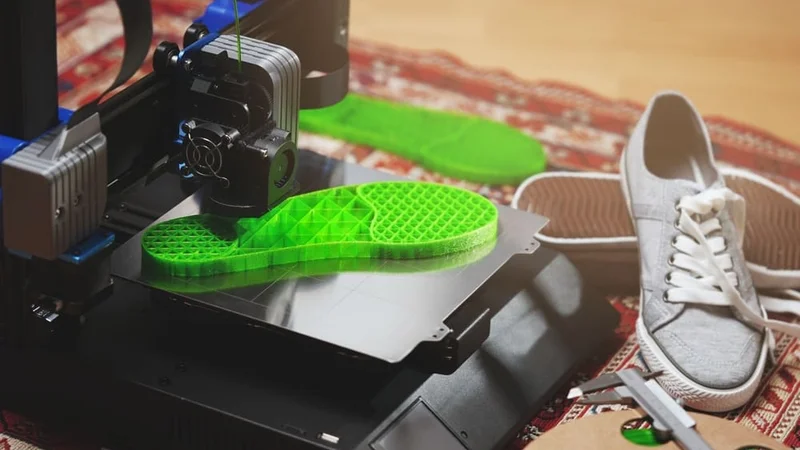
TPU is a flexible 3D printing material
Thermoplastic polyurethane, commonly known as TPU, is a type of plastic that is widely used in 3D printing due to its unique characteristics such as elasticity, shock absorption, and resistance to oil, grease, and abrasion. One of the key advantages of printing with TPU is the material’s flexibility, which enables the creation of parts that can bend or flex during use without breaking. This is in stark contrast to more rigid materials like PLA, which have limited flexibility and may crack or snap under stress.
Printing with TPU — which is part of the thermoplastic elastomer family of materials — has a broad range of applications, from smartphone cases and gaskets to medical devices and automotive parts. TPU’s versatility and durability make it a popular choice for 3D printing enthusiasts and professionals alike. But while printing with TPU offers many advantages, it also poses unique challenges. It requires specific printer settings, careful handling, and a good understanding of its properties to print successfully.
TPU Properties
TPU is a versatile material that bridges the gap between flexible rubber and rigid plastic. Its unique combination of elasticity, durability, and resistance to abrasion, oil, and grease has made it a popular choice for various 3D printing applications. From flexible car parts to resilient phone cases to flexible medical devices,[1] TPU's wide range of applications is a testament to its adaptability.
This adaptability is largely due to TPU's distinct physical properties, which result from its chemical composition. But before diving into the intricacies of TPU's physical properties, it is crucial to understand its chemical structure as it plays a significant role in determining these properties.
Chemical Composition of TPU
Thermoplastic Polyurethane (TPU) is a type of block copolymer. This means it consists of alternating sequences of hard segments (isocyanates) and soft segments (reacted polyol). Formulations of TPU can have varying amounts of hard and soft segments, with firmer materials having more hard segments and more elastic materials having more soft ones.
The unique combination of hard and soft segments gives TPU its distinctive properties. The hard segments form physical cross-links that provide strength and thermal resistance, while the soft segments give TPU its flexibility and resilience. This combination allows TPU to be strong and durable while remaining flexible.
Different types of isocyanates can be used to form TPU, which allows for a variety of TPUs with different properties. For instance, the use of aromatic isocyanates, such as toluene diisocyanate (TDI), results in TPUs with high mechanical strength and heat resistance. On the other hand, the use of aliphatic isocyanates, like hexamethylene diisocyanate (HDI), produces TPUs with excellent light and UV resistance.
The ratio of hard to soft segments also influences TPU's properties. A higher ratio of hard segments generally results in a more rigid and heat-resistant TPU, while a higher ratio of soft segments results in a more flexible TPU. This ability to tweak the chemical composition of TPU allows manufacturers to tailor its properties to specific applications, making it an incredibly versatile material for 3D printing.
Physical Properties of TPU
The chemical composition of TPU results in a unique set of physical properties, which make the material suitable for a vast array of applications, including 3D printing. The physical properties of TPU are largely determined by the ratio of hard and soft segments.
The hardness of TPU is an essential characteristic that influences its utility. The Shore hardness scale, which measures the resistance of a material to indentation, is often used to define the hardness of TPU. TPU can range from 60A on the Shore scale, which is relatively soft and flexible like a mild silicone, to 80D, which is as hard as a firm nylon.[2] This wide range of hardness provides a spectrum of flexibility, allowing TPU to be used in diverse applications.
Another critical physical property of TPU is its tensile strength, which is the maximum amount of tensile (pulling) stress that a material can withstand before failure. TPU's tensile strength can range from 25 MPa to 50 MPa, depending on its specific formulation. The high tensile strength means that TPU products can withstand significant stretching or pulling forces without breaking, making TPU an ideal material for items that need to be both flexible and durable.
The elongation at break property of TPU refers to the extent to which TPU can be stretched from its original length before it breaks. This typically ranges from 300% to 600% for TPU, indicating that it can be stretched three to six times its original length before failing. This exceptional elasticity is one of the reasons why TPU is often preferred for applications that require a high degree of flexibility.
TPU also exhibits excellent abrasion resistance, which is the ability to resist wear from continuous friction or rubbing. This property makes TPU highly durable in applications where the material is in constant contact with abrasive surfaces.
Lastly, TPU has good low-temperature performance. It remains flexible even at low temperatures, a property not commonly found in other thermoplastics. This property extends the range of environments in which TPU products can be used, including outdoor applications in cold climates.
3D Printing with TPU
Printing with TPU requires careful preparation to ensure successful results. The steps involved in the preparation process include choosing the right 3D printer, selecting suitable settings, and using the appropriate techniques for handling TPU. Each of these factors plays a critical role in determining the final output quality when 3D printing with TPU.
That being said, many flexible filaments are designed for hobbyist use on inexpensive hardware. This means that most 3D printer users can achieve acceptable resultings when printing TPU and other flexible materials.
3D Printer Hardware for TPU
Choosing the right 3D printer for TPU is the first step in the preparation process. Not all 3D printers are capable of printing with TPU due to its unique properties.
Extruder
A printer with a direct drive extruder is generally recommended for TPU printing. Direct drive extruders, as opposed to Bowden extruders, have a short, direct path from the drive gear to the nozzle. This setup reduces the distance that the TPU filament must travel, which is beneficial because TPU is flexible and can buckle or kink if it has to travel a long distance. The close proximity of the drive gear to the nozzle in direct drive extruders minimizes the chance of filament buckling and allows for more precise control over filament extrusion.
On the other hand, firmer varieties of TPU are less likely to buckle during extrusion and may print perfectly well with a Bowden extruder.
Print Bed
When printing flexible 3D printing filaments like TPU, the 3D printer should ideally have a heated print bed, as this helps the TPU filament adhere better to the print surface and prevents warping, a common issue in 3D printing.
Printers without a heated bed may still be capable of achieving acceptable results, but warping will be more likely.
Build Surface
To ensure good first-layer adhesion, the 3D printer should have a level bed and the right build surface. One suitable TPU build surface is blue painter’s tape, which can be applied in strips onto a print bed. Cheap and with low bed temperature requirements, tape’s only disadvantages are that it needs to be replaced regularly and care is required to line up each strip of tape without gaps. Another good TPU build surface is glass coated with an adhesive such as glue stick, with the heated bed set to a warm temperature.
Surfaces to avoid include PEI sheet and BuildTak, which can result in over-adhesion and parts sticking to the surface permanently.
Enclosure
TPU doesn't require a 3D printer enclosure, but having one can improve print quality. TPU is a flexible filament, and its sensitivity to drafts or fluctuating temperatures during printing can cause warping. While not as heat-sensitive as materials like ABS, TPU can benefit from a stable environment, which helps with adhesion and reduces deformation. An enclosure also prevents external contaminants from affecting the print. If you're printing large parts or in cooler environments, an enclosure is more beneficial, but for small prints or controlled indoor conditions, it's not necessary.
3D Printer Settings for TPU
When printing with TPU, it's crucial to adjust the print settings accordingly. This process involves setting the correct temperature for the nozzle and the heated bed, adjusting the print speed, and configuring retraction settings.
Most slicers will have a preset profile for flexible materials like TPU and TPE. Only adjust the settings if the presets are giving inadequate results. At a quick glance, here are the general 3D printing recommendations for TPU:
TPU 3D printing temperature | 210 - 230 °C |
TPU 3D printing bed temperature | 40 - 60 °C |
TPU 3D print speed | 15 - 20 mm/s |
TPU 3D print retraction distance | <1 mm |
TPU 3D printer enclosure | Not necessary |
Temperature
The temperature of the nozzle and the heated bed plays a crucial role in ensuring the TPU filament melts and bonds correctly. Generally, the recommended nozzle temperature for TPU is about 230 °C. However, the exact temperature depends on the specific brand and type of TPU filament being used.
It's always advisable to refer to the manufacturer's guidelines for the optimal temperature settings. For example, NinjaTek suggests a range of 225–250 °C for its NinjaFlex TPU, MatterHackers suggests 220–240 °C for its PRO Series TPU, and Polymaker recommends 210–230 ˚C for its PolyFlex TPU.
The temperature of the heated bed also requires adjustment when printing with TPU material. A heated bed helps to improve the adhesion of the TPU filament to the print surface and reduce warping. The recommended bed temperature for TPU printing typically ranges between 40 and 60 °C.
Print Speed
Print speed is another important setting to adjust when printing TPU parts. Due to the flexibility of TPU, it's generally advised to print at slower speeds than you would with more rigid materials like PLA or ABS. A print speed between 15 to 20 millimeters per second is often recommended for TPU. Slower print speeds allow for better control over the filament and help to prevent issues such as stringing or oozing.
Retraction
Finally, configuring the retraction settings can improve results with TPU 3D printing filament. Retraction is the process by which the filament is pulled back from the nozzle during the non-print moves to prevent stringing or oozing.
Due to the flexible nature of TPU, excessive retraction can cause issues like filament buckling, although this is less common on modern extruders with a constrained filament path. It is generally recommended to use a minimal retraction distance, often less than 1 millimeter, and a low retraction speed.
Storing and Handling TPU Filament
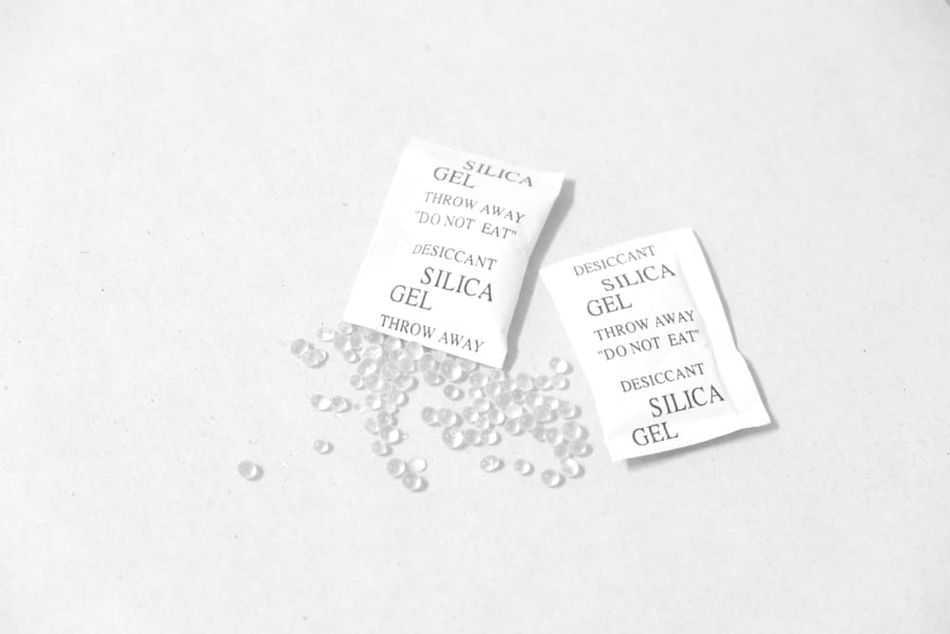
Flexible filaments like TPU are fairly hygroscopic, which means they absorb a lot of moisture from the air.[3] If the printing material becomes too damp, it can cause practical issues like stringing, holes, and popping or sizzling sounds as the material prints.
TPU should therefore be kept in an airtight container with a desiccant such as a sachet of silica gel. The filament can also be dried out in an oven or a filament dryer immediately before printing.
Additionally, filament loading can be a bit more challenging with TPU compared to more rigid materials due to its flexibility. It's essential to feed the filament into the extruder gently to avoid it bending or kinking.
Once the filament is loaded, the next step is to purge the nozzle by extruding a small amount of filament. This process ensures that the nozzle is clear of any previous material and is fully primed with the TPU filament.
Recommended reading: How to Dry Filament: PA, TPU, PLA, PVA & PET
Post-Processing TPU
TPU is one of the hardest FDM 3D printing materials to improve with post-processing techniques. Because of its ductility, it does not respond particularly well to techniques like sanding, painting, or coating. In this section, we’ll go over best practices for removing TPU prints from the print bed, taking off supports, part cleaning, and smoothing for optimal print surface quality.
Removing TPU Prints from the Bed
TPU adheres more firmly to the print bed at higher temperatures, so allowing the bed to cool can make it easier to remove the print. A cooled bed can cause the TPU print to contract slightly, which may help it pop off the bed on its own.
When removing the TPU print, it is recommended to use a flexible, thin, and flat tool, like a plastic scraper or a painter's knife. The tool should be slid gently and evenly under the print, working from the edges towards the center. The flexibility of TPU means that the print can be bent slightly to help release it from the bed, but care must be taken not to deform it.
The bed adhesion method can also affect the ease of print removal. For example, if a glue stick or hairspray was used on the bed before printing, it might be necessary to clean the bed with warm water and a mild detergent to fully release the print. In contrast, if a flexible build surface like a magnetic bed or a removable spring steel sheet was used, the print can often be removed simply by flexing the surface.
Support Removal and Cleaning
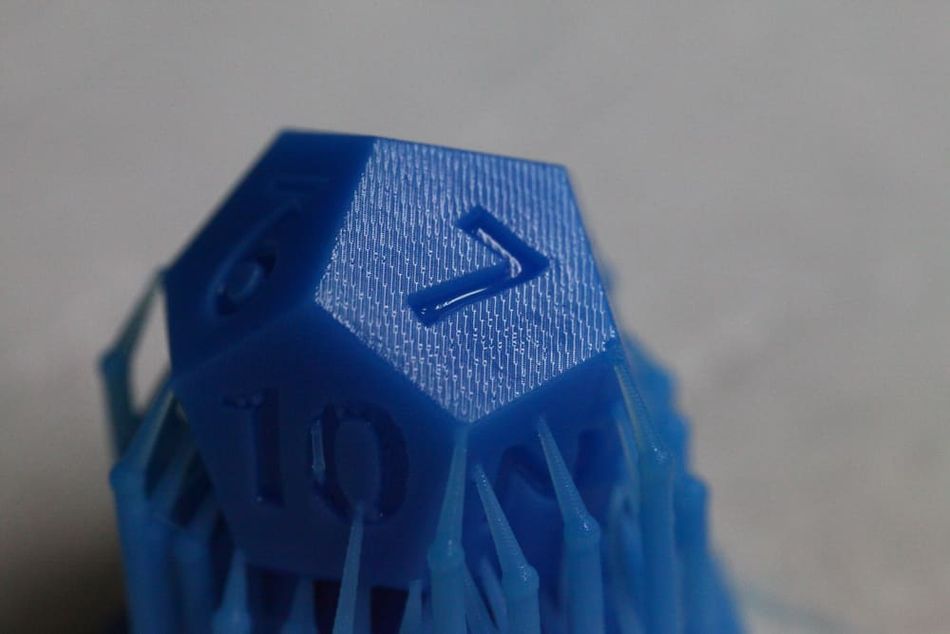
After removing the print from the print bed, the first step is to remove any support structures that were printed along with the model. With TPU, this can often be done by hand due to the material's flexibility. However, a pair of pliers or a hobby knife can be useful for removing supports in hard-to-reach areas or for more complex prints. Care should be taken during this process not to damage the print or leave any residue from the support structures.
If stringing or oozing occurred during printing, it might be necessary to clean up these imperfections too using the same tools used to remove supports.
TPU prints can usually be washed with warm water and mild soap if necessary. A soft brush can be used to remove any dirt or debris from the print.
Smoothing
TPU is known for its durability and resistance to many common solvents, making it difficult to smooth using chemical methods used with other 3D printing materials. While this is generally a benefit, it means that any layer lines or other imperfections in a TPU print cannot be easily smoothed out after printing. For example, while acetone can be used to smooth materials like ABS, it is not suitable for TPU.
One DIY solution for TPU smoothing is to use a heat gun, partially melting the surface of the printed parts to create an even surface and reduce layer lines. However, this method is hard to carry out with control and precision. It is also important to ensure proper ventilation and PPE when carrying out any heat treatments of TPU.
Recommended reading: Smoothing PLA 3D prints with sandpaper, solvents, and more
Types of TPU Filament
TPU filaments come in various formulations, each designed to meet specific requirements in 3D printing applications. The most common way to categorize TPU filaments is by their Shore hardness ratings, which indicate the material's resistance to indentation. Shore A scale is typically used for softer TPUs, while Shore D is used for harder variants.
TPU filaments range from very soft (Shore A 60) to semi-rigid (Shore D 60). The hardness affects not only the final product's flexibility but also its print characteristics. Softer TPUs (Shore A 70-90) are more challenging to print due to their increased flexibility, requiring slower print speeds and more precise temperature control. Harder TPUs (Shore D 40-60) behave more like traditional rigid filaments, allowing for faster print speeds and easier handling.
The varying compositions of TPU filaments also influence their print characteristics. Polyester-based TPUs generally offer better chemical and abrasion resistance, while polyether-based TPUs provide superior low-temperature flexibility and hydrolysis resistance. Some manufacturers incorporate additives to enhance specific properties such as UV resistance, flame retardancy, or conductivity.
TPU Type | Shore Hardness | Common Applications | |
Soft TPU | 60A - 75A | Gaskets, seals, shock absorbers | |
Medium TPU | 80A - 95A | Phone cases, shoe soles, prosthetics | |
Hard TPU | 40D - 60D | Automotive parts, industrial components | |
Specialty TPU | Varies | Medical devices, conductive parts |
Troubleshooting Common TPU Printing Problems
The nature of TPU's flexibility and elasticity, while being its key selling points, can also lead to unique challenges during the printing process. Understanding these issues and their remedies can greatly improve the quality and reliability of TPU prints.
Addressing TPU Extrusion Issues
One of the most common issues faced when 3D printing with TPU is related to extrusion. This can manifest as under-extrusion, where the printer dispenses less filament than necessary, resulting in weak, brittle, or incomplete prints. Alternatively, over-extrusion can occur, where too much filament is dispensed, leading to blobbing, stringing, and other surface imperfections.
Under-extrusion with TPU is often caused by insufficient extrusion temperature or the filament buckling or coiling in the extruder due to its flexibility. This can be mitigated by using a direct drive extruder, as the shorter filament path helps to prevent buckling. If a Bowden extruder is used, printing at a slower speed can reduce the likelihood of under-extrusion.
Over-extrusion with TPU can be caused by too-high extrusion temperatures or a clogged nozzle, as the extruder motor continues to push filament even though it can't exit the nozzle at the correct rate. Regularly cleaning the nozzle can help to prevent this issue.
Furthermore, the use of a filament sensor can help to detect and mitigate extrusion issues. These sensors can detect when the filament isn't moving at the expected rate and pause the print, allowing the issue to be resolved before it ruins the print.
Recommended reading: How to fix under extrusion: Maintenance and print settings
Solving TPU Print Quality Issues
TPU print quality issues can range from minor surface imperfections to significant structural issues that affect the functionality of the printed object.
Stringing is one of the most common quality issues when printing with TPU. Stringing occurs when small strands of filament are left behind as the print head moves between different parts of the print. This is particularly prevalent with TPU due to its elasticity and tendency to ooze from the print nozzle. To mitigate stringing, retraction settings in the slicing software can be adjusted.
Another common quality issue with TPU is bed adhesion, namely the material adhering to the build surface too firmly. If the TPU is adhering too strongly to the build surface — resulting in flexible parts that won’t come off the bed — it may help to reduce the heated bed temperature or use an alternative surface such as painter’s tape.
If the printed TPU parts have a blurred or uneven surface, the material may have absorbed too much moisture during storage. To prevent this, always store the filament in a dry place with a desiccant, and consider using an oven or filament drying machine to dry out filament before printing.
Conclusion
Thermoplastic polyurethane has become a popular material in the realm of 3D printing. Its flexibility and durability make it a preferred choice for creating objects that need bendability or impact resistance. Moreover, TPU's resistance to oils, greases, and several other chemicals further extends its utility. However, these properties can make the material hard to print.
From the intricacies of TPU filament loading and extrusion to the fine balance of print speed and temperature, 3D printing with TPU presents unique challenges. It's important to be patient with flexible materials, using slower print speeds to prevent extrusion issues. Post-processing options are limited, with techniques like sanding and painting not working as well as they would for rigid materials.
Despite these complexities, a well-tuned setup and a deep understanding of the material properties of TPU can lead to successful TPU prints.
Frequently Asked Questions (FAQs)
Q: What is the ideal print speed for TPU?
A: Print speed for TPU is typically slower than for more rigid materials. Depending on the specific filament and printer, it can range from 15 to 20 mm/s. It's recommended to start at the lower end and gradually increase the speed until the optimal settings are found.
Q: Why is my TPU print not sticking to the bed?
A: Bed adhesion is critical in 3D printing, and TPU is no exception. TPU may not stick to the bed due to various reasons, including an inadequately heated bed, a bed that's not level, or insufficient first-layer squish. However, TPU usually adheres to build surfaces better than many other materials.
Q: What is the best way to store TPU filament?
A: TPU filament is hygroscopic, meaning it absorbs moisture from the air. This moisture can cause print quality issues. Therefore, TPU filament should be stored in a dry, cool place, preferably in a sealed bag with desiccants.
Q: How can I improve the surface quality of my TPU prints?
A: Surface quality can be improved by fine-tuning retraction settings to reduce stringing, using support structures for overhangs, and choosing a lower layer height to reduce the visibility of individual layers. It's also crucial to maintain an optimal printing temperature for TPU, which is usually about 230 °C.
Q: Does TPU need an enclosure when 3D printing?
A: No, a 3D printer enclosure is not necessary when 3D printing TPU filament. However, users should always 3D print TPU in a well-ventilated environment to dispel any potentially harmful fumes. When printing larger models, a 3D printer enclosure can also help to ensure a consistent build and minimize the risks of warping.
Q: What is Shore hardness when 3D printing TPU?
A: The Shore hardness scale, whose higher values indicate greater hardness, is typically used to measure the hardness of a TPU filament. TPU ranges from 60A on the Shore scale, which is relatively soft and flexible—comparable to silicone—to 80D, which is as hard as a firm nylon.
Q: How can I prevent TPU from clogging the extruder?
A: To prevent TPU from clogging the 3D printer extruder, try reducing retraction distance and speed, minimizing the print speed, and cleaning the nozzle regularly. Using a direct drive extruder can also minimize the chances of clogs when using TPU. Additionally, proper filament storage will help to minimize any 3D printing problems like clogs.
References
[1] Xiao J, Gao Y. The manufacture of 3D printing of medical grade TPU. Progress in Additive Manufacturing. 2017 Sep;2:117-23.
[2] Thermoplastic polyurethanes bridge the gap between rubber and plastics [Internet]. American Chemistry Council. 2002 [cited 2023May15]. Available from: https://prod.americanchemistry.com/industry-groups/center-for-the-polyurethanes-industry-cpi/resources2/library/thermoplastic-polyurethanes-bridge-the-gap-between-rubber-and-plastics
[3] Ursini C, Collini L. Fdm layering deposition effects on mechanical response of tpu lattice structures. Materials. 2021 Sep 28;14(19):5645.