PEEK 3D Printing: Unlocking the Potential of High-Performance Polymers
With its ability to produce ultra-robust, temperature-resistant final parts, PEEK 3D printing is becoming the manufacturing process of choice for more and more engineers.

22 May, 2023. 13 minutes read

PEEK is a high-performance polymer for 3D printing
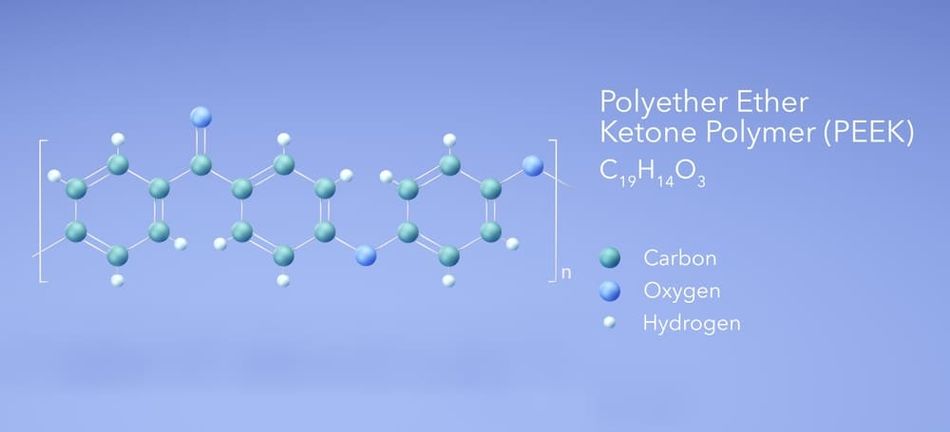
PEEK (polyether ether ketone) is a high-performance thermoplastic polymer, part of the PAEK (polyaryletherketone) family, that has gained popularity in the 3D printing industry due to its exceptional mechanical, thermal, and chemical properties.
The material’s high strength, stiffness, and resistance to wear make PEEK 3D printing ideal for demanding applications, particularly in aerospace, automotive, and medical industries. Furthermore, PEEK's high glass transition temperature and melting point enable it to maintain its properties in harsh thermal environments, while its excellent chemical resistance allows it to withstand a wide range of solvents and corrosive chemicals.
This unique combination of characteristics has made PEEK 3D printing a sought-after technology for applications where conventional materials and processes fall short.
Material Properties of PEEK
PEEK's unique combination of material properties makes it a preferred choice for many high-performance applications, both for prototyping and production of end-use parts.
Mechanical Properties
PEEK is known for its remarkable mechanical properties, which include high strength, stiffness, and toughness. Its tensile strength can reach up to 100 MPa, and it has a flexural modulus of around 4,100 MPa. This level of mechanical performance is comparable to metals like aluminum and steel, making it an attractive alternative for lightweight components that require strength and rigidity. Additionally, PEEK has an impressive impact strength, ensuring that it can withstand significant stress without breaking.
Another vital characteristic of PEEK is its excellent resistance to wear and abrasion. Its low friction coefficient and high resistance to deformation make it a suitable choice for components subjected to continuous or repetitive motion, such as gears and bearings. Moreover, PEEK exhibits minimal creep under load, ensuring that the dimensions of printed parts remain stable even after prolonged exposure to stress.
These mechanical properties allow PEEK to be used in various industries, including aerospace, automotive, and medical, where traditional materials might not meet the required performance criteria.
Thermal Properties
PEEK's exceptional thermal properties make it stand out among other thermoplastic polymers. It has a high glass transition temperature (Tg) of around 143 °C and a melting temperature (Tm) of about 343 °C.[1] These elevated temperature thresholds allow PEEK to maintain its mechanical and chemical properties in harsh thermal environments. As a result, PEEK components can be used in applications that experience high temperatures, such as engine components or electronics housings.
The material's low thermal expansion coefficient contributes to its dimensional stability under varying temperatures. This property is crucial in applications where maintaining tight tolerances and dimensional accuracy is essential, such as aerospace and medical devices.
PEEK also possesses excellent thermal conductivity, with a value of around 0.25 W/m·K.[2] This property enables PEEK components to dissipate heat efficiently, ensuring that they can function optimally in thermally demanding applications.
These thermal properties make PEEK a highly versatile material capable of meeting the stringent requirements of various industries that operate in extreme temperature conditions. However, as we will discuss, these excellent thermal properties make PEEK 3D printing extremely challenging, as high extrusion temperatures are required to melt the material.
Chemical Resistance
Another critical aspect of PEEK is its excellent chemical resistance. PEEK demonstrates outstanding resistance to a wide range of solvents, acids, and bases, making it suitable for use in aggressive chemical environments. It is also resistant to hydrolysis, which ensures that it can maintain its structural integrity even when exposed to hot water or steam, which is especially useful in sterilization processes for medical and dental devices.[3]
PEEK's chemical resistance is also advantageous in applications involving corrosive or reactive chemicals, such as chemical processing equipment or fluid handling systems. Its ability to withstand harsh chemical environments without degradation helps extend the service life of components, reducing maintenance costs and downtime.
Furthermore, PEEK is resistant to gamma radiation, which is beneficial in industries like aerospace and nuclear, where components are often exposed to high levels of radiation. However, the material is only moderately resistant to UV radiation and can become brittle upon exposure, making it only moderately suited to outdoor applications.[4]
PEEK 3D Printing Technologies
At present, PEEK 3D printing is mostly limited to extrusion technologies like fused filament fabrication (FFF), otherwise known as fused deposition modeling (FDM). However, there have been some uses in other technological categories, such as the selective laser sintering (SLS) of PEEK powders.
Fused Filament Fabrication (FFF)

Fused Filament Fabrication (FFF) is by far the most popular additive manufacturing technology for PEEK. In this process, PEEK filament is heated and extruded through a nozzle, which deposits the material layer by layer to create the desired object.
Although FFF is the most common 3D printing technology — among professionals and consumers alike — only industrial-grade FFF 3D printers are capable of 3D printing PEEK and other high-performance plastics like PEKK (polyetherketoneketone). This is mostly because of the high temperature requirements of the hardware.
The following hardware requirements are essential for successful PEEK 3D printing using FFF technology:
High-temperature capabilities: Due to PEEK's high melting temperature, FFF printer extruders need to be able to reach and maintain a stable temperature of at least 365 °C and ideally around 400 °C. On the upper end, printing temperatures for PEEK can reach 450 °C. The printer should also have a heated build plate capable of reaching temperatures between 120°C and 160°C to ensure proper bed adhesion and minimize warping.
Enclosed build chamber: To minimize the risk of part warping and delamination, maintaining a stable, elevated temperature within the build chamber is crucial. An enclosed build chamber helps retain heat and maintain consistent temperatures — typically above 130 °C — throughout the printing process. With PEEK, maintaining a high enclosure temperature also encourages crystallization, resulting in strong parts that do not need annealing after printing.
Nozzle material: PEEK's hardness can cause wear on standard brass nozzles, leading to inaccurate print dimensions and reduced print quality. Therefore, using a nozzle made of a more wear-resistant material, such as hardened steel or ruby, is recommended.
Industrial-grade FFF 3D printers suited to PEEK 3D printing include the INTAMSYS FUNMAT PRO 410, Roboze ARGO 500, and AON3D AON M2+.
Recommended reading: FFF vs FDM: Is there any difference?
Selective Laser Sintering (SLS)

Selective Laser Sintering (SLS) is another technology that can be used for PEEK 3D printing, although uptake is limited due to the small number of available powders and printing challenges. SLS utilizes a high-powered laser to selectively fuse powdered PEEK material, layer by layer, to create a solid object.
SLS technology offers several advantages and unique features when used for printing PEEK. Unlike FFF, SLS technology does not require support structures for printing complex geometries, as the surrounding powder acts as a natural support. This feature simplifies the printing process and post-processing by reducing the need to remove support material. The sintering process results in a uniform distribution of material and good interlayer bonding, which leads to consistent mechanical properties in all directions.
PEEK is not currently widely used for SLS, with other materials in the PAEK family preferred. Technology leader EOS had previously developed and marketed a PEEK powder called PEEK HP3, but the company’s PAEK materials range now comprises only PEKK and carbon fiber—reinforced PEKK, materials the company says perform similarly to ULTEM filament.
Researchers have explored ways to make PEEK powder particles more spherical and of consistent size to improve flowability, making them more suitable for SLS.[5]
PEEK 3D Printing Process Parameters
This section discusses 3D printing parameters, settings, and best practices for successful FFF PEEK 3D printing with PEEK filament. Parameters for SLS 3D printing are not discussed here due to the technology’s limited use in PEEK 3D printing.
Material Storage and Drying
PEEK is a hygroscopic plastic, meaning it absorbs moisture. This can be a problem when storing PEEK, because damp filament will not print properly. Spools of PEEK filament should be stored in a dry place with a desiccant like silica gel and should be dried out using a filament dryer immediately prior to printing. Most high-temperature 3D printers have a heated filament chamber or dry box to keep filament ultra-dry during the printing process.
Recommended reading: Drying your FDM filaments, and keeping them dry: An overview
Extrusion Temperature
Extrusion temperature plays a critical role in PEEK 3D printing, as PEEK has a high melting temperature of around 343 °C. Achieving an adequate extrusion temperature, usually above 360 °C and sometimes as high as 450 °C, is essential for successful printing with PEEK, as this ensures smooth material flow and proper interlayer bonding.
Note that consumer-level 3D printers typically have a maximum extrusion temperature of less than 300 °C and are therefore unable to print PEEK.
Factors such as the specific grade of PEEK and the desired part properties can impact the ideal extrusion temperature. For example, the 3D4MAKERS PEEK filament product has a recommended extrusion temperature of 360–400 °C, INTAMSYS PEEK suggests 380–410 °C, while eSun’s ePEEK Pro recommends 400–450 °C.
Bed Temperature
The heated bed temperature is another crucial parameter in PEEK 3D printing, as it directly affects the adhesion of the material to the build platform and the part's dimensional stability and crystallization during the printing process. The bed temperature for PEEK must be significantly higher than that of many other 3D printing materials to ensure proper adhesion and prevent warping.
An optimal bed temperature for PEEK 3D printing generally falls within the range of 120°C to 160°C. The specific value may vary depending on the printer, the PEEK grade, and the size and geometry of the part being printed.
Enclosure Temperature
Perhaps more than any other high-performance material, PEEK prints best with a heated chamber. This is because the extruded material crystallizes immediately after being deposited, causing layers to contract and causing the part to warp. Keeping the surrounding air at a temperature above 130 °C reduces warping.
Print Speed
Print speed is another important parameter in PEEK 3D printing. Printing at the correct speed ensures optimal material deposition, interlayer bonding, and overall part stability. PEEK has a high melting point and viscosity, requiring a slower print speed than many other thermoplastics to ensure accurate extrusion and bonding.
The optimal print speed for PEEK polymers typically falls within the range of 15 to 50 mm/s, with slower speeds being more suitable for parts with intricate geometries or small features, while faster speeds may be acceptable for more straightforward designs.
PEEK 3D Printing Challenges and Solutions
Warping
Warping is a common challenge in PEEK 3D printing, as the material's high glass transition temperature and significant thermal expansion can cause the printed layers to contract as they cool. This issue can lead to uneven parts with reduced dimensional accuracy and compromised mechanical properties.
Several strategies can be employed to mitigate warping and improve the quality of PEEK 3D printed parts:
Maintain the high extrusion, bed, and enclosure temperatures discussed in previous section
Using gloves, remove parts from build plate while still warm
Use alternative material with slower crystallization rate such as PEKK
Spots or Brown Discoloration
Two common issues faced when 3D printing PEEK are visible spots or speckles on the surface of the part or patches of brown discoloration. Some layers may also appear darker than others. Both of these issues typically stem from improper crystallization of the material once it has been deposited, and this is usually caused by fluctuations in the chamber temperature.
To solve these issues, try the following strategies:
Give the chamber enough time to heat up to the correct temperature and ensure heat is not escaping
Anneal the parts after printing
Poor Bed Adhesion

Bed adhesion is a critical factor in PEEK 3D printing, as the high-performance polymer does not stick to surfaces as easily as a commodity polymer like PLA. Poor adhesion between the print bed and the first layer of PEEK can result in part warping or detachment during the printing process.
The ideal build surfaces for PEEK are other high-performance polymers like PEEK itself and certain fiberglass composites like Garolite. Other suitable bed surface materials include glass coated with a layer of adhesion-promoting substances such as adhesion sprays or glue sticks, and specialty plates specifically designed for high-temperature materials.
To fix bed adhesion problems, a few strategies can be employed, such as:
Print slower for first layers
Use a specialist build surface like Garolite
Use a raft to ensure maximum contact with the build surface
Post-Processing Techniques for PEEK 3D Printed Parts
Support Removal
Support material removal is a crucial post-processing step for PEEK 3D printed parts, as it ensures the accurate and clean finalization of the printed object. Depending on the geometry and complexity of the part, PEEK 3D printing may require the use of support materials to prevent deformation or collapse during the printing process. Once the printing is completed, the support material must be removed to reveal the final part.
Since most high-temperature 3D printers have dual extruders, supports are typically printed in a dedicated dissolvable support material like the widely used AquaSys 180 from Infinite Material Solutions. Materials of this kind can be dissolved in water without affecting the PEEK part. After submerging the part in the appropriate solution for a specified time, the support material dissolves, leaving the final PEEK part clean and free of support structures.
For parts with complex internal structures or hard-to-reach support materials, ultrasonic cleaning is a faster and more comprehensive way to remove soluble supports. Ultrasonic cleaning involves placing the part in a tank of water and using high-frequency sound waves to create cavitation bubbles. The agitation generated by these bubbles helps to break down and remove support materials from the PEEK part, even in areas that are difficult to access manually.
Printing support structures in PEEK itself via a single extruder makes the removal process more difficult. However, for PEEK parts with relatively simple geometry and easily accessible support structures, manual removal can be an effective method. This process typically involves the use of tools such as pliers, tweezers, or cutting instruments to carefully detach the support material from the part.
Annealing
Annealing is an optional post-processing technique for PEEK 3D printed parts that can improve crystallinity. Generally, annealing is used when the printer itself cannot guarantee high or stable enough chamber temperatures.
During the annealing process, printed PEEK components are subjected to controlled heating and cooling cycles to relieve internal stresses, enhance crystallinity, and optimize mechanical properties.
The annealing process typically consists of these steps:
Heating
The PEEK part is placed in an oven and heated to a temperature within the range of 150–200 °C. The heating rate is generally slow, around 1-2 °C per minute, to prevent the development of new internal stresses due to rapid temperature changes.
Dwell time
Once the target temperature is reached, the part is held at that temperature for a specific dwell time. This dwell time can range from 30 minutes to several hours, depending on the part's size, geometry, and desired mechanical properties. Maintaining the part at this temperature allows the PEEK material to undergo relaxation and crystallization processes, which help to reduce internal stresses and increase dimensional stability.
Cooling
After the dwell time, the part is cooled down slowly to room temperature, typically at a rate of 1–2 °C per minute. Controlled cooling is essential to prevent the reintroduction of internal stresses and to ensure that the material retains the improved mechanical properties and crystallinity achieved during the annealing process.
Surface Finishing
Various surface finishing procedures can be used for PEEK 3D printed parts, as they can improve the appearance and performance of the final product. Different surface finishing techniques can be applied to PEEK parts depending on the desired outcome, such as enhancing the surface smoothness, reducing friction, or improving wear resistance.
Mechanical Finishing
Mechanical surface finishing techniques include methods like sanding, polishing, and abrasive blasting. Sanding can be performed with progressively finer grits to achieve a smoother surface, while polishing with fine abrasive compounds can further enhance the surface finish. Abrasive blasting, such as bead or sand blasting, can be used to create a uniform, matte surface. These mechanical techniques can help to remove layer lines and other surface imperfections, leading to a better appearance and improved part performance.
Chemical Finishing
Chemical finishing techniques involve the use of solvents or chemical agents to smooth the surface of PEEK parts. Unlike some other thermoplastics, PEEK is highly resistant to most solvents, making chemical smoothing more challenging. However, certain solvents, such as concentrated sulfuric acid, can be used to increase the surface roughness of PEEK parts via etching. It is essential to handle these chemicals with caution and follow safety protocols, as they can be hazardous.
Coating and Plating
Applying coatings or metal plating to the surface of PEEK parts can enhance their performance, wear resistance, and appearance. Various types of coatings can be applied to reduce friction and improve wear resistance. In addition, metal plating, like gold or nickel, can be applied to PEEK parts to improve electrical conductivity, corrosion resistance, or aesthetics. It is important to consider the compatibility of the coating or plating material with PEEK and the intended application to ensure optimal results.
Conclusion
PEEK 3D printing has emerged as a versatile and high-performance method for creating parts with exceptional mechanical, thermal, and chemical properties. Its unique characteristics make it suitable for demanding applications in aerospace, automotive, medical, and electronics industries. Successful PEEK 3D printing requires attention to factors such as material selection, printer specifications, print settings, and post-processing techniques.
Understanding and addressing the challenges associated with PEEK 3D printing, such as warping and poor bed adhesion, can lead to improved print quality and part performance. Post-processing techniques, including annealing, surface finishing, and support removal, are essential for enhancing the properties of the final product and ensuring its suitability for its intended application.
Frequently Asked Questions (FAQs)
What makes PEEK a desirable material for 3D printing?
PEEK is a high-performance thermoplastic with exceptional mechanical, thermal, and chemical properties. It has high strength, excellent wear resistance, and excellent chemical resistance. These characteristics make it an ideal material for applications in aerospace, automotive, medical, and electronics industries.
Can all 3D printers print PEEK?
No, not all 3D printers can print PEEK. Printing PEEK requires a high-temperature 3D printer with a heated bed, heated build chamber, and an extruder that can reach temperatures of at least 360 °C.
What are some common challenges in PEEK 3D printing?
Some common challenges in PEEK 3D printing include warping, uneven crystallization, and bed adhesion problems. These challenges can be addressed by optimizing print settings, regulating temperature, and using appropriate build surfaces.
What is annealing, and why is it important for PEEK 3D printed parts?
Annealing is a heat treatment process that involves heating a material and holding it at a specific temperature before cooling it at a controlled rate. For PEEK 3D printed parts, annealing can help to reduce internal stresses, improve dimensional stability, and enhance mechanical properties.
How can support material be removed from PEEK 3D printed parts?
Soluble support material can be removed from PEEK 3D printed parts by soaking in water or ultrasonic cleaning, while insoluble supports can be removed manually with tools.
References
[1] Atkinson JR, Hay JN, Jenkins MJ. Enthalpic relaxation in semi-crystalline PEEK. Polymer. 2002 Feb 1;43(3):731-5.
[2] Sun Y, Zhang M, Zhang Y, Luan J, Dang H, Jiang D, Yang Y. Fabrication of high thermal and electrical conductivity composites via electroplating Cu network on 3D PEEK/CF felt skeletons. Composites Communications. 2021 Dec 1;28:100909.
[3] Tekin S, Cangül S, Adıgüzel Ö, Değer Y. Areas for use of PEEK material in dentistry. International Dental Research. 2018 Aug 27;8(2):84-92.
[4] Mylläri V, Ruoko TP, Järvelä P. The effects of UV irradiation to polyetheretherketone fibres–Characterization by different techniques. Polymer degradation and stability. 2014 Nov 1;109:278-84.
[5] Wang Y, Shen J, Yan M, Tian X. Poly ether ether ketone and its composite powder prepared by thermally induced phase separation for high temperature selective laser sintering. Materials & Design. 2021 Mar 1;201:109510.
in this article
1. Mechanical Properties2. Thermal Properties3. Chemical Resistance4. Fused Filament Fabrication (FFF)5. Selective Laser Sintering (SLS)6. Material Storage and Drying7. Extrusion Temperature8. Bed Temperature9. Enclosure Temperature10. Print Speed11. Warping12. Spots or Brown Discoloration13. Poor Bed Adhesion14. Support Removal15. Annealing16. Surface Finishing