Electrical Discharge Machining (EDM): The Ultimate Guide
EDM is a non-traditional machining method that offers high-precision, no-contact manufacturing for conductive materials.

Last updated on 04 Jul, 2024. 14 minutes read

When discussing machining as a form of manufacturing, one typically thinks of milling, drilling, and turning. These techniques, though widespread, represent only one area of machining—often referred to as traditional or conventional machining—and are defined by their use of mechanical forces to remove material from a workpiece to produce a part.
There is also an entire category of non-traditional machining, comprising methods like laser beam machining, electrochemical machining (ECM), and—our topic for this article—electrical discharge machining (EDM).[1] Non-traditional machining processes like electrical discharge machining are characterized by their use of energy (including light, chemical, thermal, and electrical energy) to form components from metal workpieces.
As the name implies, electrical discharge machining or EDM machining uses electrical discharges to shape metal parts. The process, which we’ll dive into in further detail below, is characterized by its high precision and the ability to easily machine hard materials like hardened steel or carbide. For these reasons, electrical discharge machining has found applications in demanding industries such as aerospace and medical.
Recommended reading: What Is CNC Machining? The Complete Basics to Get Started
What is Electrical Discharge Machining?
Electrical discharge machining, also colloquially known as spark machining, wire erosion or spark eroding, is a non-traditional machining process that relies on electrical discharge (or electric sparks) to remove particles of material from a workpiece made from a conductive material, such as steel, titanium, aluminum, brass, and more. The process is especially well suited for producing complex or fine holes and features in metal components, as EDM machining is capable of achieving tolerances within the range of +/- 0.005 mm, and therefore offers high accuracy.
Unlike other machining techniques, EDM machining is characterized as a no-contact machining process. This means that the tool never comes into physical contact with the workpiece. Instead, a continuous series of electric charges are sent from a power source through the tool (called the electrode), which creates electric arcs between the electrode and the workpiece. The sparks generated through this electric reaction are highly targeted and erode particles from the workpiece in a controlled way. These particles are safely flushed away from the electrode and workpiece surface thanks to submersion in a dielectric fluid.[2]
The no-contact nature of EDM comes with a number of benefits. For one, it eliminates the risk of tool marks and burrs. It also facilitates the machining of small parts or components with thin, delicate walls, which are at risk of being damaged by direct contact with traditional machining tools.
Electrical discharge machining is often used in combination with other machining or manufacturing processes. For instance, in the aerospace industry, metal engine turbines are produced using conventional machining processes and then undergo EDM for the addition of fine features, such as narrow cooling holes. EDM also has the distinct advantage of being able to machine pre-hardened steel and other heat-treated metals without changing their properties or hardness. Despite its extensive capabilities, EDM is no more difficult to operate than any other CNC machine.
The History of Electrical Discharge Machining
While it may seem like a uniquely modern process, EDM’s roots can actually be traced back to the 18th century. Specifically 1770, when British physicist Joseph Priestley made a breakthrough by discovering how electrical discharges can have a corrosive effect. Another interesting fact: Priestley is also credited with the discovery of oxygen.
Centuries later, in the 1940s, a pair of Soviet scientists would take up Priestley’s discovery with the aim of creating a machining process for electrically conductive metals. Ultimately, they succeeded in controlling the corrosive effects of electrical discharges on metal by using conductors and a dielectric liquid. These scientists, B. R. Lazarenko and N. I. Lazarenko, are often recognized as the inventors of the EDM process.
Not long after, in the 1960s, wire EDM was developed: the first wire EDM machine was launched in 1967 in the Soviet Union. Since then, EDM processes have matured and become more sophisticated, helping manufacturers to achieve tighter tolerances and better surface finishes.
Recommended reading: Metal manufacturing processes compared: machining, forging, casting, powder, additive, extrusion
What Does the EDM Process Look Like?
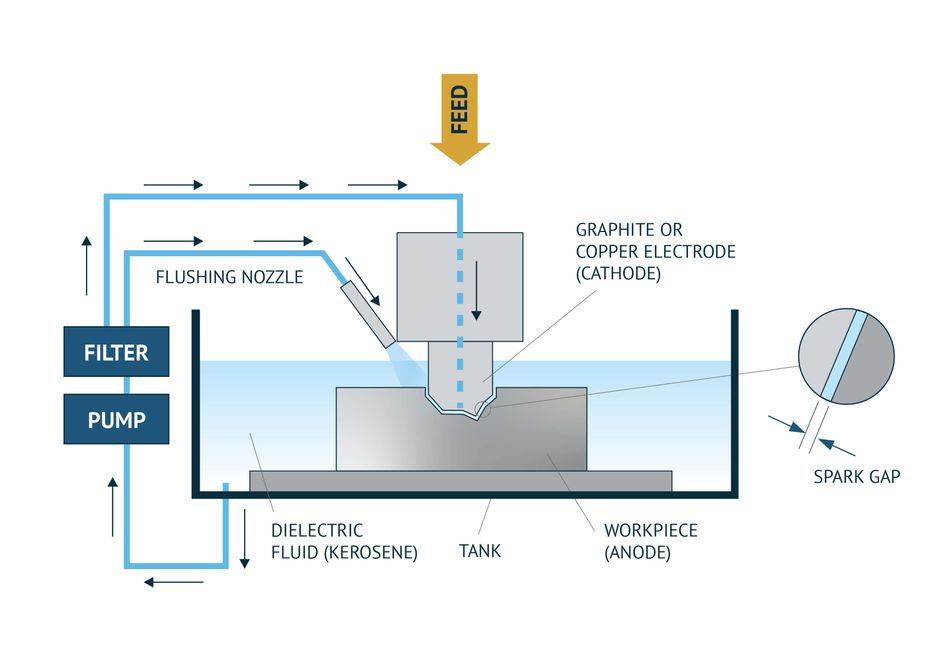
The electrical discharge machining process is made up of a few key components: the workpiece, the tool electrode, dielectric fluid, and a power source. We’ll take a closer look at each of these pieces to understand how the EDM process works as a whole.
Workpiece
Every machining process requires a workpiece. In short, it is the piece of material that is undergoing forming, sometimes known as a blank. In EDM, there are few requirements for the workpiece. It must simply be a material with electrical conductivity properties. Another important thing to note—and a major advantage to using EDM—is that the process is not influenced by the machinability of a metal. In other words, while conventional machining processes can more easily process certain metals, the nature of EDM means it can just as easily machine the hardest of metals.[3] The workpiece must be held securely in place by a jig or fixture.
Tool electrode
The tool electrode, or electrode, is the tool used to create a spark when it comes into near contact with the workpiece. Common tool electrode materials are graphite, copper, tungsten, brass, and their alloys. The type of electrode also varies depending on the EDM technique used. For example, in wire EDM, the electrode is a copper or brass wire, while fast hole EDM uses a tubular electrode. The tool electrode is controlled by a servo motor, which precisely moves the tool according to CNC pathways and ensures that it does not touch the workpiece throughout the EDM process. In other words, it maintains a controlled spark gap between the electrode and the workpiece.
Dielectric liquid
It is imperative that the EDM process be conducted in a tank of dielectric fluid, such as deionized water or a non-conductive lubricating oil. Without the liquid, the molten particles removed from the workpiece could be pulled towards the tool electrode and weld themselves to it, which would disrupt the process and ruin the tool. The vat of dielectric fluid (which is kept in continuous motion) helps to not only cool the particles as they are removed from the workpiece but to move them away from the electrode. The fluid also functions to control the electrical discharge occurring between the electrode and the workpiece.
The power supply
The power supply controls the release of the electrical charges during the EDM process, tuning the frequency and strength of the electrical current based on the properties of the job at hand. These series of charges go through the electrode to react with the workpiece. This reaction generates sparks at the precise spot where the electric field is strongest (i.e. where the workpiece and electrode are closest). At a given moment, thousands of sparks can be eroding the workpiece. EDM is notable as a machining process that consumes a lot of energy.
Types of Electrical Discharge Machining
It is important to note that electrical discharge machining is itself a category of machining processes. There are three sub-types of EDM: Wire EDM, Plunge EDM, and Fast Hole EDM. While the processes have much in common—including the need for dielectric fluid, an electrically conductive workpiece, and a power supply—their main distinguishing feature is the type of electrode tool used.
Wire EDM
Wire EDM (WEDM), sometimes called wire-cut EDM, is a specific type of electrical discharge machining that feeds a spool of thin wire (usually brass or copper) through a workpiece to make precise cuts and slots. The electrically charged wire is often likened to a bandsaw or cheese cutter because it cuts through metal seamlessly by removing tiny particles from the workpieces as it passes through it. The metal wire used in Wire EDM ranges in diameter between 0.05 and 0.35 mm and must be replaced frequently during the process using an automated threading mechanism. Wire EDM machines are especially beneficial for parts that require incredibly tight tolerances or small features.
Plunge EDM
Also known as sinker EDM, cavity type EDM, die sinking EDM or ram EDM, plunge EDM is a method that uses graphite, copper, or tungsten tool electrodes to produce complex and three dimensional cavities in a workpiece. With the plunge EDM approach, the electrode has the negative shape of the final desired cavity. The electrode moves towards the workpiece vertically, eroding the particles from the workpiece to create a final shape. Plunge EDM is particularly well suited to the production of complex holes or shapes.
Fast Hole EDM
Fast hole EDM, or hole drilling EDM, uses a rotating tube-shaped electrode—usually made from copper or brass—to produce holes in the workpiece. Compared to conventional drilling, fast hole EDM is ideal for producing very precise, small and deep holes without the need for deburring. Fast hole EDM is particularly well suited to producing deep holes measuring up to 250 times the tool’s diameter. (Electrode diameters come in a range of sizes, from 0.25 mm to 4.7 mm.)[4] Using this technique, dielectric fluid goes through the tubular electrode to flush out any particles eroded from the workpiece. Applications for fast hole EDM include cooling holes for aerospace turbines and medical parts that require small holes.
Micro-EDM
Micro-EDM is a form of electrical discharge machining that focuses on the fabrication of miniature components with features in the micrometer range. This technology is crucial in industries requiring ultra-precise, small-scale parts, such as microelectronics, medical devices, and aerospace. Micro-EDM enables the creation of intricate structures and high-aspect-ratio features that are challenging or impossible to achieve with conventional machining methods.[7] The micro-EDM process faces unique technical challenges due to its scale, including fabricating electrodes as small as 5 μm, generating extremely low-energy sparks, achieving positioning accuracy at the nanometer level, and removing debris at the micro scale. To address these challenges, micro-EDM systems employ specialized solutions, such as advanced servo control systems for ultra-precise electrode positioning, high-frequency pulse generators capable of producing nanosecond-duration pulses, specialized dielectric fluids and flushing techniques for micro-scale debris removal, and wire electro-discharge grinding (WEDG) a technique used to create micro-scale electrode tools.
Applications of Electric Discharge Machining
Like any manufacturing process, there is a time and a place for electric discharge machining, so it is important to understand when the process is most beneficial or necessary. For instance, a part that requires holes with a standard diameter and shallow depth can be machined easily using a standard CNC drill and does not require EDM. EDM is therefore most effective when conventional machining processes fall short and is not suitable for attaining a part’s desired shape.
Parts that require fine cuts, narrow deep holes, or complex shapes with very tight tolerances are good use cases for electric discharge machining. The process is also advantageous for machining thin-walled or small parts that are typically challenging to machine using conventional techniques. This is because EDM does not require any physical contact with the workpiece, so there is no risk of the part being damaged or distorted by the tool. EDM is also a good option for achieving tight tolerances with some of the hardest electrically conductive materials, which can be challenging to process using conventional methods.

EDM is today used across many industries, including in manufacturing for the production of dies and molds, in aerospace for the creation of precision holes in turbines, and in medical for making devices with fine features and details. Applications for the process extend beyond these three examples as well, and vary depending on the type of EDM used. In general, however, EDM is well suited for low-volume production needs, such as toolmaking, prototyping, and small-series production.
In preparation for injection molding, EDM can be used in combination with traditional machining to produce high-quality molds with fine features. Many injection molding tool manufacturers use this dual approach to gain the benefits of traditional milling (speed) and EDM (precision) for molds that require small or complex features. Usually, this strategy results in faster lead times and lower costs than only using EDM for mold production.
Aerospace EDM Applications
In the aerospace industry, EDM contributes significantly to weight reduction and improved performance in aerospace applications. By enabling the creation of intricate internal structures and thin-walled components, EDM allows engineers to design parts that are lighter yet maintain their strength and functionality. For instance, EDM-produced cooling holes in turbine blades improve engine efficiency by allowing higher operating temperatures.
Aerospace components also typically require extremely tight tolerances, especially for components in critical systems like jet engines. EDM can consistently meet these demanding specifications, ensuring the reliability and performance of aerospace parts. In aerospace, EDM can and is used in the production of turbine blades, fuel injection nozzles, cooling holes in combustion chambers, heat exchanger components, and more.
Medical EDM Applications
EDM has also become an indispensable technology in the medical device industry, enabling the production of complex, high-precision components essential for modern healthcare. EDM's ability to create intricate shapes in hard, biocompatible materials has revolutionized the manufacturing of implants, surgical instruments, and diagnostic equipment.
In medical applications, precision and biocompatibility are paramount. EDM can achieve tolerances as tight as +/- 0.005 mm and surface finishes finer than 0.08 μm Ra, crucial for ensuring proper fit and function of medical devices. Moreover, EDM's non-contact nature minimizes material contamination, supporting the production of biocompatible components.
Specific medical components manufactured using EDM include: orthopedic implants (hip, knee, and spinal), dental implants and surgical guides, cardiovascular stents and heart valve components, neurosurgical electrodes and microelectrode arrays, hearing aid components, surgical cutting and gripping tools, and bone screws and plates. Notably, Micro-EDM has emerged as a critical technology for manufacturing minimally invasive surgical tools. These tools, often requiring sub-millimeter features, benefit from micro-EDM's ability to create intricate shapes in hard materials.
Recommended reading: CNC Machining vs 3D Printing: Which Technology to Use
EDM Materials
Electrical Discharge Machining excels in machining extremely hard or tough materials that pose significant challenges for traditional cutting methods. EDM's non-contact nature allows it to process any electrically conductive material, regardless of its hardness or toughness, making it invaluable for working with advanced engineering materials.
Materials commonly machined using EDM include:
Tool steels (e.g., D2, M2, H13)
Stainless steels (e.g., 304, 316, 17-4 PH)
Superalloys (e.g., Inconel, Hastelloy, Waspaloy)
Titanium alloys (e.g., Ti-6Al-4V)
Tungsten carbide
Polycrystalline diamond (PCD)
Conductive ceramics (e.g., silicon carbide, boron carbide)
Exotic alloys (e.g. tantalum, niobium zirconium)[8]
Material properties significantly impact EDM performance and process parameters. Key factors include electrical conductivity, with higher conductivity generally allowing for faster machining rates; melting point, with higher melting points often requiring more energy for removal; and thermal conductivity, which affects heat dissipation and can influence the size of the heat-affected zones. Hardness, while a critical factor in other machining processes, is less important in EDM since it is a no-contact process. EDM can also be used to machine heat-treated materials without changing their properties.
Pros and Cons of Electrical Discharge Machining
Like any manufacturing process, there are both advantages and disadvantages to working with EDM machines. We’ve already covered many of the process’ unique benefits, but we’ll sum them up here again alongside some of the challenges that EDM presents.
Pros
EDM is compatible with a wide range of materials, including even the hardest metals, as long as they are electrically conductive.
EDM’s non-contact nature enables the forming of small parts with fine features or thin walls without risk of damage or breaking.
EDM can achieve consistent accuracy across multiple parts in a production run.
EDM is capable of achieving incredibly tight tolerances within the range of +/- 0.005 mm and is thus suited to creating complex designs and fine features.
EDM results in a high-quality surface finish without any tool marks or burrs, thus reducing post-processing requirements.
EDM has the ability to machine pre-hardened materials, eliminating distortion from heat treatment.
Cons
The EDM process can become costly due to the need to replace electrodes regularly due to tool wear.
EDM is an energy intensive manufacturing process. Due to its reliance on a constant current of electricity, power consumption is high, which can increase costs and has a greater ecological impact.
Because the EDM process gradually removes small particles from the workpiece, the non-traditional machining method can be slower than traditional machining operations. In other words, EDM has a lower material removal rates (MRR) compared to conventional machining methods like milling or turning.
While compatible with a wide range of metals, EDM is limited to conductive materials, meaning it does not work with any plastics, ceramics, or composites. That said, there are up-and-coming EDM methods that could work with ceramic materials.[9]
There are also environmental concerns with EDM, specifically related to the use of dielectric fluids in EDM. These fluids, often hydrocarbon-based or deionized water, require proper handling, filtration, and disposal. The process generates small amounts of toxic waste from eroded electrode and workpiece materials mixed with the dielectric fluid. Implementing proper filtration systems and adhering to environmental regulations is crucial for responsible EDM operations.
EDM and Automation
Based on the 18th century scientific discovery of electrical discharge’s erosive effects, the EDM process was further developed in the 1960s, and has evolved significantly in the past half a century.[5] Today’s iteration of the technology is a far cry from early EDM machines, but there is still more growth to come. The latest trend gaining steam with EDM—and all manufacturing—is Industry 4.0. Specifically, we are seeing the development of new automation features and software improvements geared towards streamlining and improving the EDM machining process and adapting it for an increasingly digital age.
For example, some new EDM machines integrate connected sensors which can enhance the consistency of the process through better process monitoring and data. Sensors can detect changes or inconsistencies in ambient temperatures, which can influence the EDM process, and make necessary adjustments.[6] Automated part removal is another area where automation is being advanced. While electrode loading and switching are typically automated, removal of the workpiece is often done manually, particularly for bigger pieces, which can slow the process down and increase EDM machine downtime. Ultimately, the goal of automation in regards to EDM and other machining processes is to increase precision and productivity and enable unattended, lights-out production.
Conclusion
Electrical discharge machining is a powerful fabrication method that complements other manufacturing and conventional machining processes. The electrical, no-contact nature of EDM creates opportunities that traditional machining cannot achieve, especially when it comes to extremely tight tolerances for hard metals, precise holes, thin-walled parts, and complex cavities. On top of that, another argument for using EDM machining is that the surface finish is typically superior to what can be achieved using traditional machining methods and cutting tools.
Frequently Asked Questions (FAQs)
Q: What is Electrical Discharge Machining (EDM)?
A: EDM is a non-traditional machining process that uses electrical discharges (sparks) to remove material from a conductive workpiece. It is known for its high precision and ability to machine hard materials like steel and carbide.
Q: How does EDM work?
A: Electrical discharge machining (EDM) works by generating electric sparks between a tool electrode and the workpiece. The sparks erode particles from the workpiece, which are flushed away by a dielectric fluid. This no-contact process ensures high accuracy and minimizes the risk of tool marks and burrs.
Q: What are the types of EDM?
A: There are three main types of EDM. The first is wire EDM, which uses a thin wire electrode to cut through the workpiece, ideal for precise cuts and slots. The second is plunge EDM (aka sinker EDM), which uses a shaped electrode to produce complex cavities by eroding the workpiece vertically. The third is fast hole EDM, which uses a rotating tubular electrode to drill small, deep holes efficiently.
Q: What materials can be machined using EDM?
A: EDM can machine any electrically conductive material, including metals like steel, titanium, aluminum, and brass. It is especially effective for hard materials that are difficult to machine with traditional machining methods.
Q: What industries use EDM?
A: Electrical discharge machining is used in various industries, including aerospace, medical, and manufacturing. It is ideal for producing precision parts with tight tolerances, such as turbine components, medical devices, and molds.
Q: What are the benefits of EDM?
A: There are several benefits to using EDM, including:
High precision with tolerances within +/- 0.005 mm
No physical contact, reducing the risk of tool marks and damage
Capable of machining hard materials and complex shapes
Produces high-quality surface finishes
Q: What are the limitations of EDM?
A: Despite its many advantages, there are certain challenges to working with EDM, including the fact that it only works with electrically conductive materials, it is slower than traditional machining processes and requires high energy consumption and costs due to frequent electrode replacement.
Q: How is artificial intelligence (AI) being integrated into EDM process optimization?
A: AI is being integrated into EDM process optimization in the following ways:
Predictive maintenance (such as tool wear estimation)
In-process monitoring optimization
Automated feature recognition and machining sequence planning
Intelligent power supply control for superior efficiency
References
1. MachineMfg. Non traditional machining (the definitive guide) [Internet]; [cited 2021 October]. Available from: https://www.machinemfg.com/non-traditional-machining/
2. Palanikumar K, and Davim J Paulo. Electrical discharge machining: study on machining characteristics of WC/Co composites [Internet]. Woodhead Publishing Reviews: Mechanical Engineering Series, Machining and Machine-tools. Pages 135-168. 2013 [cited 2021 October]. Available from https://doi.org/10.1533/9780857092199.135
3. Thatlazymachinist. Electrical Discharge Machining EDM, Marc Lecuyer [Video]. 2018. Available from: https://www.youtube.com/watch?v=ProB4LpswPA
4. Southern Fabricating Machinery Sales. What you need to know about EDM hole drilling [Internet]; [2018 September, cited 2021 October]. Available from https://www.southernfabsales.com/blog/edm-hole-drilling
5. Shumacher BM, Krampitz R, Kruth J-P. Historical phases of EDM development driven by the dual influence of ‘market pull’ and ‘science push’ [Internet]. Procedia CIRP Volume 6. Pages 5-12. 2013 [cited 2021 October]. Available from: https://doi.org/10.1016/j.procir.2013.03.001
6. Schulz, Barbara. How to realise EDM’s full potential with automation. ETMM Online. [2021 March, cited 2022 December]. Available from: https://www.etmm-online.com/how-to-realise-edms-full-potential-with-automation-a-1007383/
7. Raju L, Hiremath SS. A state-of-the-art review on micro electro-discharge machining. Procedia Technology. 2016 Jan 1;25:1281-8.
8. Inshewat Y. ECM and EDM of tantalum and niobium alloys for use in the space industry. DOI: https://doi. org/10.13140/RG. 2020;2(11005.59366).
9. Bilal A, Jahan MP, Talamona D, Perveen A. Electro-discharge machining of ceramics: A review. Micromachines. 2018 Dec 25;10(1):10.
in this article
1. What is Electrical Discharge Machining?2. The History of Electrical Discharge Machining3. What Does the EDM Process Look Like?4. Types of Electrical Discharge Machining5. Applications of Electric Discharge Machining6. EDM Materials7. Pros and Cons of Electrical Discharge Machining8. EDM and Automation9. Conclusion10. Frequently Asked Questions (FAQs)11. References