Anodising Aluminium: An Effective Finishing Option
This article explains the post-processing procedure of anodising, its benefits, and an overview of the possible colouring options.
08 Feb, 2024. 5 minutes read

This article was first published on
xometry.euAnodising is a post-processing operation used for finishing. It is a conversion coating method that converts the surface of aluminium, and other compatible metals, to their oxides. This electrochemical process increases the thickness of the oxide layer that occurs naturally on the surface of metallic parts.
Unlike painting which adds a superficial layer to the material, the anodising process fully integrates the oxide layer with the underlying material, thus preventing it from peeling. This layer is a highly ordered and quite porous structure that allows other subsequent processes like colouring and sealing. The ideal material for anodising is aluminium. However, other metals such as magnesium and titanium can be anodised.
Anodising is commonly carried out as a finishing process on parts made from CNC machining and sheet metal fabrication. It is a simple yet effective process that enhances the durability, wear resistance, hardness, and corrosion resistance of a part. It also improves aesthetics as it creates a shiny surface finish, with the option of colour, on parts.
Anodising process: How does it work?
Anodising is carried out using the electrolytic cell electrochemical process. The aluminium to be anodised is thoroughly cleaned to remove impurities and immersed in an acid electrolyte bath. The cathode is mounted inside the anodising tank. The immersed aluminium becomes the aluminium anode.
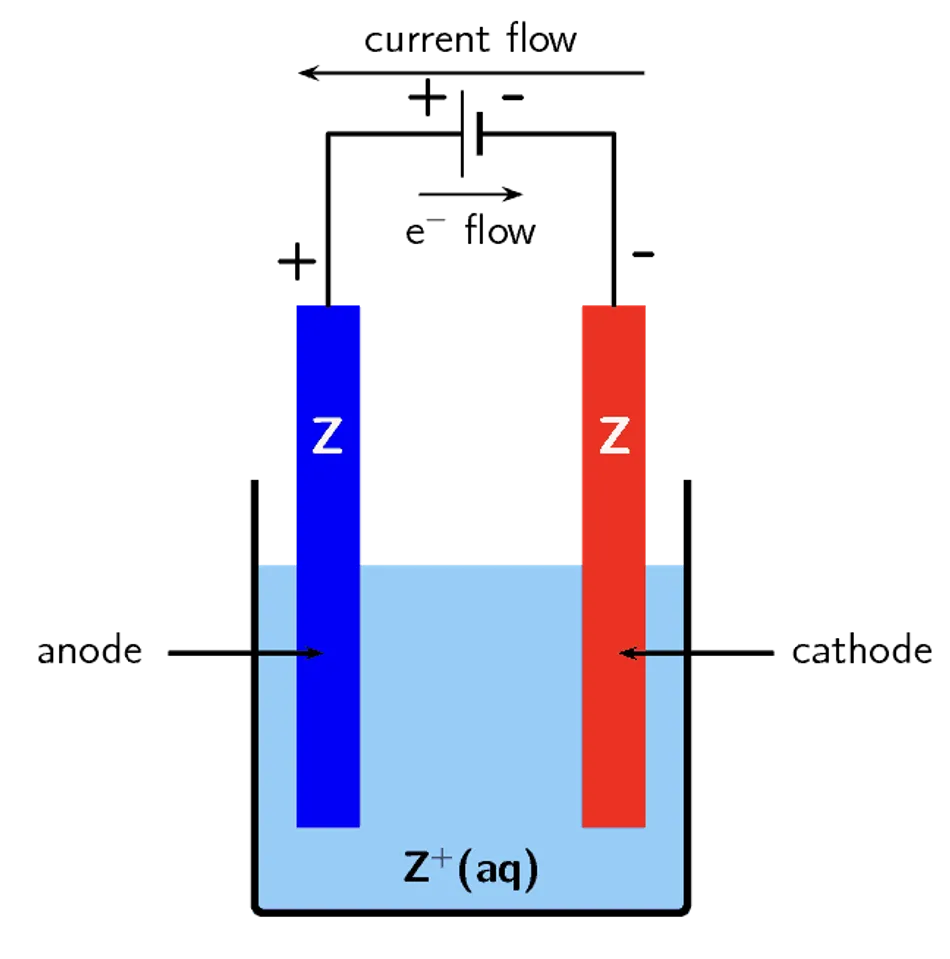
As direct electric current is passed between the anode and the cathode, oxygen ions released from the electrolytic bath migrate towards the aluminium and combine with atoms of the aluminium to form aluminium oxide. As a result, an anodic oxide barrier layer is formed on the surface of the part.
This process changes the microscopic texture of the metal surface and the crystalline structure of the parent metal near the surface. Titanium racks and lead cathodes are the most ubiquitous cathodes for anodising aluminium.
What are the different types of anodising?
There are three types of anodising that differ by electrolytic fluid:
Type I Anodising: Chromic acid anodising
In Type I, the electrolyte is chromic acid-based. Anodising with chromic acid forms a thin coating (the thickness depends on the process) and provides the least colour absorption during dyeing. This type is not commonly used as it offers not-so-great wear resistance and low porosity.
Type II Anodising: Sulfuric acid anodising
Type II sulfuric acid-based anodising creates a thickness of approximately 8 to 13 µm and has better colour absorption. It has good corrosion resistance and wear resistance.
Type III Anodising: Hard anodising
Type III is carried out using sulfuric acid, albeit at much lower temperatures. Hard anodising gives thicknesses in the range of 40 to 60 µm, the highest of the three types. Hard anodised aluminium parts are corrosion-resistant with excellent resistance to wear, and their layers have the highest porosity.
A different kind of anodising commonly referred to as architectural anodising makes use of metallic ions.
Type II anodising vs. Type III hard anodising
The major difference between Type II and Type III anodising is the thickness of the oxide layer. The oxide layer created by Type II anodising is much thinner than that of Type III.
Type II anodised parts are great for cosmetic finishing, as they provide a smooth, attractive finish along with good resistance to corrosion and wear. However, if you need matte finished anodised aluminium parts, you need to bead blast the as-machined part before anodising. Type II is also best for implementing different permanent pigments into the anodised parts to get the desired colour finish.
On the other hand, type III (hard) anodising is suitable for parts that need to remain functional in harsh environments, such as aerospace and automotive components. Parts that need excellent scratch-resistance properties and durability prefer Type III hard anodising over Type II anodising.
| Type II anodising | Type III hard anodising | |
| Oxide layer | Thin | Thick |
| Part’s properties | Smooth finish, good resistance to corrosion and wear | Excellent scratch-resistance properties, remain functional in harsh environments |
| Natural appearance | Little bit yellowish | Brownish |
| Cost | Relatively cost effective | Type III is more expensive than Type II due to its thicker aluminium oxide layer, which requires more power for production |
Materials used for anodising
Anodising can only be carried out on conductive materials. The most common materials are aluminium alloys. Non-ferrous metals such as magnesium and titanium can also be anodised.
Other materials include zinc, niobium, zirconium, hafnium, and tantalum. Ferrous metals are anodised using nitric acid or by using red fuming nitric acid for treatment. This forms a hard black iron (II, III) oxide that maintains conformity.
Steel and other ferrous metals cannot be anodised as they will corrode when subjected to the anodising process.

Benefits of anodising aluminium
The following are some of the benefits derived from anodising:
- Good surface properties: Anodising improves the surface properties of the material. It increases the part’s corrosion resistance as well as scratch and wear resistant
- Better protection: Anodising aluminium offers better protection than painting as the protective layer is one with the part and can neither peel nor chip
- Better surface absorption for coatings: The layer created has improved absorption, so paint primers and glue adherence on anodised metals are much better and improved than bare metals
- Galling prevention: Anodising prevents galling (wear caused by adhesion of sliding surface) of threaded components such as bolts and nuts
- Shiny surface finish: Anodising gives surfaces a shiny aesthetic finish. Also, it provides the option to apply a variety of colours to parts
- Good insulation properties: It improves insulation properties as it produces parts with lower electrical conductivity compared to bare metal.
Anodising aluminium in different colours
The standard colours available for anodised parts are clear, bronze, champagne and black. Other colours include; red, pink, gold, yellow, green, brown, black, blue, violet, olive drab and grey. But the most common colour is black followed by blue, red and gold.
Dying
An anodised aluminium part may be dyed or undyed. The part is dipped into a hot dye tank immediately and directly after anodising. A variety of colours can be obtained through this process.

Electrolytic colouring
Another way of adding colours to anodised aluminium parts is by electrolytic colouring. In this process, the part is immersed in another electrolytic solution together with metallic salts. These salts form coatings that are UV resistant. However, the possible colours are limited to black or bronze.
Colour selection
Colours for anodised parts can be often selected by either colour name or RAL code. Colour names specify commonly available colours simply by their name, such as green or red. This is the most commonly available option when selecting the colour for anodising.
Large manufacturing plants can sometimes offer to anodise with the RAL colour code system that gives very exact options for the required colour.
The RAL system differentiates between various shades and types of a particular colour, thus providing a palette of numerous colours.
For example, while the colour name will simply specify “grey”, the RAL chart specifies ” anthracite grey” with the code “RAL 7016”, along with various other types of grey.

Get anodised aluminium parts with Xometry
Xometry Europe offers high quality hard and coloured anodising for all our aluminium parts. We offer various colours, including black, blue, gold, green, red, orange, and others.