ABS vs PLA: Which Filament Should You Use?
ABS and PLA remain some of the go-to materials for hobbyists and other 3D printer users. Here we compare the two popular filaments in detail.

Last updated on 05 Aug, 2025. 18 minutes read
ABS vs PLA remains an important question in entry-level extrusion 3D printing
ABS vs PLA is one of the oldest debates among 3D printing hobbyists. These two standard thermoplastics are, along with PETG, some of the most affordable entry-level materials suitable for a wide range of printing projects.
So why does the ABS vs PLA question stump so many beginners? In short, polylactic acid (PLA) and acrylonitrile butadiene styrene (ABS) filaments are two of the most commonly used plastics in additive manufacturing due to the low cost of the materials, their relative ease of printing, and their mechanical properties. But they behave quite differently and are often suited to different scenarios.
In this article, we will be taking a closer look at the two filament types, diving into the FFF printing process as well as the respective material properties of ABS vs PLA to help you make an informed decision when it comes to choosing 3D printing filaments.
3D Printing Thermoplastics
Both ABS and PLA fall into the category of thermoplastics, which are polymers characterized by the ability to change state from molten plastic to solid plastic, and back again when reheated to a particular melting point. This is opposed to thermoset plastics, which cannot be remelted once the plastic has cooled and set.[1]
Thermoplastics are commonly used in 3D printing for a number of reasons. First, the raw materials are relatively low cost. Second, thermoplastics can be easily processed into different feedstock types. For instance, to form pellets or filament from a thermoplastic, the material must simply be melted down and processed using specific tooling to obtain the desired shape. Once it is cooled into the shape of the feedstock, the material is packaged and distributed to customers, who can feed the material into their 3D printer, which will re-melt it and extrude it into the desired final shape based on a 3D model.
Being able to change back into a molten state does have one obvious drawback however: thermoplastics tend to soften and melt when they get hot, which means that the working environment for your additively manufactured thermoplastics should be below the melting point of the plastic. This is the main limitation of using thermoplastics.
Introduction to PLA

PLA is a type of thermoplastic derived from renewable resources, such as corn starch, tapioca roots, or sugarcane. This makes PLA a bio-based and biodegradable material, which sets it apart from many other 3D printing materials that are derived from fossil fuels, such as ABS.
In terms of physical properties, PLA exhibits a relatively high tensile strength and stiffness, making it suitable for applications that require a degree of rigidity. However, it is also brittle, which means it can fracture under high stress or impact. Its glass transition temperature—the temperature at which it changes from a hard, glassy material to a soft, rubbery material—is relatively low, around 60 to 65 °C. This means that PLA objects can deform if left in a hot car or a similar environment.
PLA is also known for its low shrinkage factor, which means the material does not tend to warp during the printing and cooling process, making it an easy material to work with, especially for 3D printing beginners. The material also flows well at a relatively low temperature, which is within the capability of most 3D printers.
A Brief History of PLA
PLA was developed in the 1920s by Wallace Carothers, who also created Nylon.[2] While PLA was long overlooked for industrial applications compared to other thermoplastics such as ABS, PET, and PVC, it has enjoyed something of a renaissance in recent years, thanks in large part to the proliferation of 3D printing. The material’s renewability has also led to greater adoption, as people increasingly turn to more sustainable material options when possible.
Recommended reading: PLA Bed Temperature & Print Temperature Settings
Introduction to ABS

ABS is a thermoplastic polymer known for its strength, durability, and heat resistance. The material is made up of three monomers, acrylonitrile, butadiene, and styrene, and is derived from petroleum, making it a non-biodegradable material.
ABS is valued for its strength and durability. It has a higher glass transition temperature than PLA, typically around 105 °C, which means it can withstand higher temperatures without deforming. This makes ABS a popular choice for functional parts and prototypes that need to endure heat or mechanical stress.
However, ABS is more challenging to print with than PLA. It requires a high temperature to print, typically between 210 and 250 °C, and it is more prone to warping due to its higher shrinkage rate. Furthermore, ABS can emit unpleasant fumes during printing, which requires good ventilation or a printer with a filtered enclosure. Despite these challenges, ABS remains a popular choice for many 3D printing applications due to its superior mechanical properties.
A Brief History of ABS
ABS has been used in industry for decades, having been patented back in 1948.[3] It is commonly injection molded and found in all kinds of products from garden furniture and toys (Lego bricks being most notable), to aerospace and automotive components. Historically, ABS has been the preferred material of industrial sectors because of its good impact resistance, strength and manufacturability in injection molding. Despite its increased risk of warping when 3D printed, the material still offers these mechanical properties, making it a popular option for many functional applications.
Recommended reading: ABS Print Temperature Considerations: Nozzle, Bed, Enclosure
PLA vs ABS properties
While ABS and PLA are comparable in terms of mechanical properties—both are low-cost thermoplastics, not engineering materials—one of the main differences between the two polymers is in how they are made and what they are made from. ABS is derived from mineral oil; PLA is derived from corn and other starchy plants. Part of PLA’s increasing popularity can be attributed to the fact that it is made from a renewable, bio-based resource, making it a more ecological material than non-renewable ABS. As a result, more and more sectors are exploring the use of PLA, such as the food packaging industry.[4]
Strength and Toughness
PLA and ABS have important differences when it comes to mechanical properties, which make each material suited for certain uses and applications. To provide a deeper understanding of these differences, we have arranged the properties of a sample PLA filament and ABS filament in the table below for comparison.
Naturally, there are variations in material properties depending on the brand of feedstock, quality control, and other factors, but this table gives a comprehensive overview of what to expect when comparing generic PLA and ABS filaments.
PLA | ABS | |
Ultimate Tensile Strength (XZ orientation) | 48 MPa | 32 MPa |
Elastic Modulus | 2.54 GPa | 2.40 GPa |
Izod impact (notched) | 27 J/m | 101 J/m |
Izod impact (unnotched) | 192 J/m | 291 J/m |
Density | 1.26 g/cc | 1.05 g/cc |
Strength is the amount of force needed to deform a material specimen: it tells us how big of a load a material can handle. In this table, we are specifically looking at ultimate tensile strength, which refers to how much tension the material can withstand before breaking.
As you can see from the table, the PLA sample outperforms ABS in terms of tensile strength in the XY orientation (the strongest orientation). The PLA has a 50% increase in tensile strength compared to the ABS and also has minor gains in elastic modulus (stiffness).
The toughness of a material is defined by its resistance to impact. There are a number of tests to determine these values, but typically we look at the Izod impact strength test which is an ASTM standard test for evaluating the impact strength of materials. Tough materials feature a combination of strength and ductility. A tough material has a greater ability to absorb energy during plastic deformation and will not shatter under impact.
In this category, we can see that ABS is clearly superior to PLA, having roughly four times the impact resistance in the notched test and a 50% increase in toughness on the unnotched test. This is to be expected. ABS has long been prized as an impact-resistant material, hence why it is so popular for functional end-use parts. PLA, for its part, is known to be a brittle material that breaks easily under impact, which limits its functional applications.
One other benefit worth noting is that ABS has a lower density than PLA, so if you make two parts of the same geometry, the ABS part is going to be lighter.
Thermal Properties
Typically when users are looking at material data sheets for information about the thermal characteristics of a plastic, they are most interested in the melting point or glass transition temperature (Tg). This is because the value is needed to know the optimal extrusion temperature or printing temperature of the material in question.
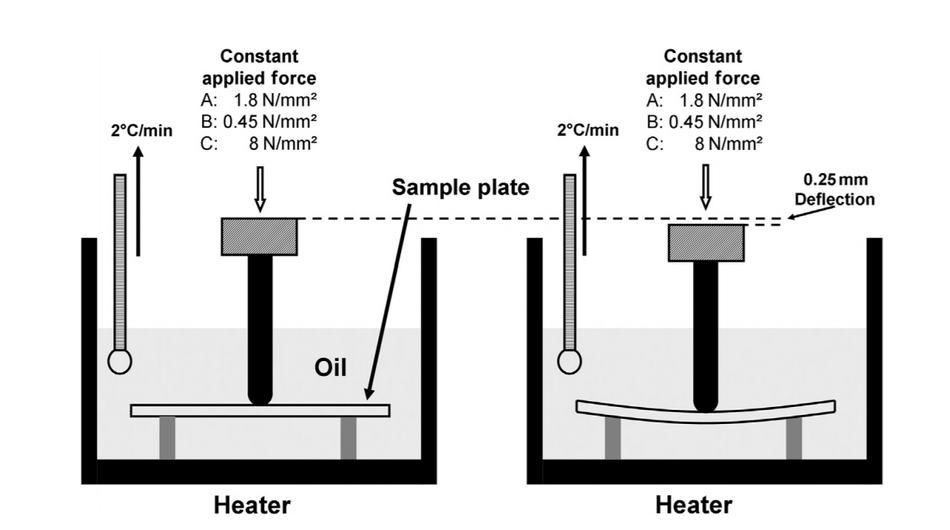
Heat Deflection Temperature is a measure of the material’s resistance to distortion under a given load at an elevated temperature. Usually two values for HDT are given, for loads of 0.46 MPa (67 psi) and 1.8MPa (254 psi). The temperature given shows the temperature at which the sample displaces a distance of 0.25mm for the quoted load.
PLA | ABS | |
Heat Deflection (HDT) @ 66 psi | 53 °C | 103.8 °C |
Heat Deflection (HDT) @ 264 psi | 51 °C | 99.9 °C |
Glass Transition Temperature (Tg) | 63 °C | 105.2 °C |
In the case of the Heat Deflection Test, ABS is the clear winner, being able to withstand the test loads at higher temperatures than the PLA sample. In fact, ABS is able to withstand the deflection under load at twice the temperature of PLA, meaning that if you want to build a plastic structure that retains its integrity at elevated temperatures, then ABS is the clear choice.
For anyone curious about what the ASTM D648 test for HDT looks like, the graphic below is a fairly good explanation of the process and apparatus needed to heat the samples during the test.
Warping
Freshly formed polymers have a tendency to shrink as they cool. This is true of injection molded parts and of 3D printed parts. However the rate of shrinkage depends on both the material and the cooling conditions. For instance, when printing with an unenclosed printer, cool air currents in the room can cause uneven cooling and uneven shrinkage of a part.
Warping is also influenced by the difference between the nozzle temperature and the ambient temperature. As a thermoplastic with a higher glass transition temperature than PLA, ABS is thus at a higher risk of warping, because the temperature difference between the extrusion nozzle and the print environment is greater.
PLA does not warp as much in a typical home printing environment as long as the air in the room is fairly still. Sudden drafts from open doors, windows, or fans can cause larger parts to warp right off the bed, resulting in a failed print.
There are two main solutions in terms of managing the thermal environment to reduce the risk of warping for PLA and ABS:
When printing PLA, you can print at room temperature, just keep the 3D printer safe from air drafts.
When printing ABS, a chamber/enclosed box of some kind will protect from drafts and help maintain a warmer build environment and more consistent printing temperature, resulting in warp-free prints.
Aside from managing your thermal environment, warping can be mitigated by improving bed adhesion with the use of a heated bed, particularly when printing ABS. The ideal bed temperature for ABS is between 95 and 110 °C. Brims and rafts, which can be found in your slicer program, can also help to improve first layer adhesion and minimize warping. Essentially, these help to keep the part anchored to the bed while it cools.
Recommended reading: 3D Printing Rafts vs Brims vs Skirts: How to Get Started
Print Settings
PLA | ABS | |
Bed temperature | 45-60 °C | 95-110 °C |
Extruder temperature | 190-220 °C | 220-250 °C |
Part Cooling Fan | Yes | No |
Build Surface | Glass, painter’s tape, PEI, hairspray | Kapton tape, ABS slurry |
There are a range of sources advising users on what print settings to use for PLA and ABS filaments. In this article, we will use the print settings for PLA and ABS as prescribed by slicer-software developer Simplify3D.[5]
Simplify3D’s software is used by millions of people around the world, enabling them to slice their models and generate G-code for their 3D printers, so we trust that they know a thing or two about printer settings.
Note that the bed temperature for ABS is higher than what is achievable in most off-the-shelf Prusa-style 3D printers, so to ensure bed adhesion and reduce warping with ABS, you will need to upgrade your print bed heater to a higher wattage. It is also interesting to note that the different filaments prefer different build surfaces.
Optimal print speeds vary wildly depending on a number of factors, but generally speaking, speeds of between 30mm/s and 100mm/s are fine for PLA. ABS doesn’t typically flow quite as easily as PLA so lower printing speeds may be advisable for the best print results,. 50mm/s is a reasonable speed at which to start printing ABS, and you can increase it gradually to see what the limit is for your particular machine.
Post-Processing
For both PLA and ABS filaments, good old-fashioned sanding works well for simpler parts (use fine grit, wet sandpaper). Though it may not be the best option when dealing with more complicated geometries for a variety of reasons, namely accessibility and part fragility.
Vibratory bowls with abrasive pellets/powders are commonly used in several industries for smoothing parts made from a variety of polymers, including ABS and PLA. So if you have access to this equipment, this is a good option that produces great results.
With many polymers, there is also the option of using vapor smoothing to reduce the stepping effect of 3D printing. This post processing technique results in parts with a smooth, near-mirror finish. Acetone vapor is generally used for smoothing ABS, as the material dissolves the ABS from the outer surface, melting the outer faces so that they become seamless.
While acetone smoothing is less viable when printing with PLA, there are other chemicals available for smoothing PLA, although the process can be a little more complicated (especially in regards to health and safety). For instance, ethyl acetate, Methyl ethyl ketone (MEK), and caustic soda (sodium hydroxide) can all be used to smooth PLA prints, but can be hazardous to use in terms of flammability or corrosiveness.
Pros and Cons of ABS
ABS offers several advantages that make it a popular choice for 3D printing, particularly for functional parts and prototypes. As we’ve seen, however, there are also some caveats to using ABS, such as warping. First let’s look at the advantages of using ABS.
Pros of ABS
ABS offers good strength and high impact resistance, which means it can withstand considerable stress and force.
ABS has good heat resistance and can maintain its shape and structural integrity up to 105 °C.
ABS prints are easy to post-process. Users can easily smooth ABS using manual sanding or acetone smoothing, resulting in parts with a high-quality surface finish. ABS can also be painted and treated for a glossy finish.
ABS has good chemical resistance, including oils and weak acids.
ABS is low density, meaning parts are more lightweight than higher density materials like PLA.
Cons of ABS
ABS has a higher shrinkage rate compared to materials like PLA, which increases the risk of warping during the printing and cooling processes.
ABS requires a high printing temperature, which means that not all 3D printers can handle the material. It also requires more energy to print ABS than lower temperature materials like PLA.
ABS can emit unpleasant vapors when melted, so it is a good idea to print in a well ventilated space.
ABS is known to be more challenging to print than PLA and can be prone to issues like stringing, which affect the finish of the print.
ABS is made from non-renewable resources and is not biodegradable. While it is technically possible to recycle ABS, most standard recycling plants do not handle it.
ABS is not UV resistant, and will degrade when exposed to the sun or other UV source.
Pros and Cons of PLA
Like ABS, PLA comes with both advantages and disadvantages. In this section, we’re summarizing what we’ve covered about PLA—the good and the bad.
Pros of PLA
PLA does not require high temperatures to print and can be printed on all 3D printers, even those with heated beds or high-temp nozzles.
PLA has a low shrinkage rate, which results in minimal warping and good dimensional accuracy for 3D prints.
PLA is known for its tensile strength, superior to that of ABS.
PLA prints are characterized by a good surface finish and the filament is available in a wide range of colors.
Derived from plants, PLA is a renewable and biodegradable thermoplastic. The material should be composted at industrial facilities.
PLA is a safe material to 3D print. Unlike ABS it does not emit odorous fumes, but it is still a good idea to print in a well ventilated space.
Cons of PLA
PLA is not temperature resistant. The material has a low glass transition temperature and melting point, excluding it from applications with even moderate heat exposure.
While PLA has a high tensile strength, it lacks flexibility, which means it can crack or break under impact or when bent. This makes it less suitable for mechanical parts or any application that requires a degree of flexibility or impact resistance.
PLA is harder to post-process than ABS: it can be sanded, but the use of accessible chemicals like acetone do not work with it.
PLA can be susceptible to issues like oozing and stringing if the print temperatures aren’t quite right.
Actionable Takeaways
Now to sum up the key takeaways about 3D printing PLA and ABS filaments.
When printing ABS:
The thermal environment of the 3D printer is critical and the use of a high power bed heater/enclosed chamber will result in the best print quality.
Select the print bed surface and use adhesives and a heated print bed to increase adhesion and reduce warping
ABS is an impact-resistant plastic part that holds its shape even at the boiling temperature of water.
When printing PLA:
The printing environment is not as critical as for ABS. Just avoid printing near an open window and stay away from drafts.
Be wary of oozing—this can be fixed with retraction settings.
PLA has low thermal stability compared to ABS so may not be suited for high-temp applications.
PLA is an easy-to-print, low-cost plastic that outperforms ABS in terms of strength and stiffness at ambient temperatures.
Check out these other articles in the series where we take a look at how PLA compares to PETG and also how ABS and PETG filaments stand up against each other.
Use Cases for ABS and PLA

Ultimately, the choice of using PLA or ABS will come down to what you are using your 3D print for. For instance, consider the creation of a decorative vase for indoor use. In this scenario, the vase does not need to withstand high temperatures or impacts, and the aesthetic appeal might be a priority. PLA would be an excellent choice for this application due to its ease of printing, ability to produce fine details, and the availability of a wide range of colors and finishes.
On the other hand, consider the production of a custom enclosure for an electronic device that may heat up during operation. This part would need to withstand higher temperatures and possibly some mechanical stress. ABS, with its higher heat resistance and durability, would be a more suitable choice for this application.
Another scenario could be the production of a prototype for a mechanical part that needs to undergo functional testing. This part would need to be strong, durable, and able to withstand impacts. ABS, with its superior mechanical properties, would be the ideal choice for this application.
Finally, consider a scenario where environmental impact is a significant concern, such as a community project to produce educational tools for schools. In this case, PLA, with its biodegradability and renewable origins, would be the preferred material.
These scenarios illustrate how the specific requirements of the application can guide the choice between PLA and ABS. By understanding the strengths and limitations of each material, you can make an informed decision that ensures the success of your 3D printing project.
ABS-PLA Blends
Since they have fairly dissimilar print settings, ABS and PLA do not make the ideal combination for a filament blend. However, ABS-PLA blends are available (sometimes marketed as PLA-F), and some users have found success with them for certain projects. The result of the blend is a material that performs moderately well in both areas but doesn't fully match the strength of ABS or the print simplicity of pure PLA.
These blends typically print at higher temperatures than PLA alone and may still require a heated bed to prevent warping. Odor can also be an issue, as the ABS component introduces some fumes, though generally less than with full ABS.
In practical use, PLA-ABS blends are suited to applications that don't demand extreme performance. They offer slight improvements over standard PLA in durability and temperature resistance but are not ideal for high-stress or high-temperature environments. Their mechanical properties tend to fall between the two base materials, which may not justify the added cost or complexity for many users.
Common Alternatives
PLA Alternatives
For users seeking alternatives to PLA with similar printability and surface finish, several filaments offer comparable ease of use while addressing some of PLA’s limitations, such as brittleness or poor heat resistance. These materials can be ideal for hobbyists and prototyping where mechanical demands remain moderate.
PETG (Polyethylene Terephthalate Glycol)
PETG is a popular PLA alternative that offers better durability and chemical resistance.
Less brittle than PLA
Excellent layer adhesion
Resistant to moisture and mild chemicals
Tough PLA / PLA+
Modified PLA formulas designed for improved mechanical performance.
Stronger and less brittle than standard PLA
Similar printing temperatures and settings
Often better impact resistance
PLA-CF (PLA with Carbon Fiber)
A composite filament that combines PLA with chopped carbon fiber.
Higher stiffness and improved surface quality
Slightly better heat resistance
Reduced warping due to low thermal expansion
PHA (Polyhydroxyalkanoate) Blends
Bio-based materials that sometimes appear in eco-conscious PLA alternatives.
Biodegradable like PLA
Slightly more flexible and less brittle
Good surface finish and ease of printing
Silk PLA
A PLA variant with additives that give a glossy, smooth appearance.
Decorative applications
Same ease of use as regular PLA
Higher aesthetic appeal, especially for display models
ABS Alternatives
For users looking to move away from ABS while retaining similar strength, durability, or thermal performance, several alternative filaments offer comparable or improved characteristics—often with easier printing or fewer drawbacks like warping and fumes. These materials are better suited to applications where ABS’s weaknesses (e.g., odor, cracking) are limiting.
ASA (Acrylonitrile Styrene Acrylate)
Very similar to ABS but with better outdoor performance.
UV and weather resistant
Lower warping and better dimensional stability
Suitable for functional outdoor parts
PETG (Polyethylene Terephthalate Glycol)
A good compromise between PLA and ABS, with decent strength and flexibility.
Better layer adhesion
Lower emissions during printing
Good chemical resistance
Polycarbonate (PC)
Much stronger and more heat-resistant than ABS, but harder to print.
Very high impact strength
Withstands high temperatures
Useful for load-bearing parts
Nylon (Polyamide)
Offers toughness and wear resistance, though more flexible than ABS.
Good mechanical durability
Abrasion and fatigue resistance
Prints best with dry filament and controlled environment
ABS+ / Modified ABS
Formulated to reduce warping and improve print reliability.
Better print success rate than standard ABS
Similar strength and heat resistance
Slightly less prone to cracking
ABS vs PLA Outside of 3D Printing
Outside of FDM/FFF 3D printing, PLA and ABS serve very different roles due to their inherent material properties and processing behavior. In traditional manufacturing methods like injection molding, thermoforming, and extrusion, ABS is far more established, while PLA remains more niche.
ABS is a standard thermoplastic in injection molding. It offers good impact strength, dimensional stability, and surface finish, making it suitable for products like automotive components, appliance housings, and consumer electronics. It flows well during molding and can tolerate repeated mechanical stress. Its moderate cost and post-processing options—such as painting, plating, or vapor smoothing—further support its industrial use.
PLA, by contrast, sees limited use in injection molding. While it's biodegradable and derived from renewable resources, it has poor heat resistance and can deform under moderate stress or temperatures. This restricts its role to disposable items like packaging, utensils, or low-heat applications. Molding PLA also requires careful control to avoid brittleness and degradation during processing.
In SLA or DLP resin 3D printing, neither PLA nor ABS is directly used, though some resins aim to mimic their properties. ABS-like resins offer increased toughness, while PLA-like resins are more brittle and biodegradable—but these are chemically different formulations.
In powder-bed technologies (like SLS or binder jetting), neither PLA nor ABS is common. Nylon, TPU, and other engineering powders dominate due to better thermal stability and mechanical performance.
In filament extrusion for consumer goods, ABS remains more common, especially for rigid, load-bearing profiles. PLA is favored for compostable or single-use items, particularly in the food and packaging industries.
Overall, ABS remains the more versatile and widely used material outside of desktop printing, while PLA is typically reserved for eco-conscious, low-stress applications where biodegradability outweighs mechanical needs.
Conclusion
The choice between PLA and ABS for 3D printing is not a one-size-fits-all decision. It depends on the specific requirements of the application, the capabilities of the 3D printer, and environmental considerations.
PLA, with its ease of printing, biodegradability, and lower temperature requirements, is often the preferred choice for beginners, decorative items, and applications where environmental impact is a significant concern. On the other hand, ABS, with its superior mechanical properties, heat resistance, and excellent post-processing capabilities, is more suitable for functional parts, prototypes, and applications that require strength, durability, and heat resistance.
By understanding the properties of each material and considering the specific requirements of the application, you can make an informed decision that ensures the success of your 3D printing project.
Frequently Asked Questions (FAQs)
Q: Can I use both PLA and ABS on the same 3D printer?
A: Yes, most 3D printers can handle both PLA and ABS. However, it's important to adjust the temperature settings according to the material being used. PLA generally requires a lower extrusion temperature compared to ABS.
Q: Can PLA and ABS be mixed in a single print?
A: Mixing PLA and ABS in a single print is generally not recommended due to their different melting points and cooling rates, which can lead to warping and poor adhesion between the layers.
Q: How can I improve the adhesion of ABS to the build platform?
A: Using a heated build platform can improve the adhesion of ABS. Applying an adhesive solution, such as a mixture of ABS and acetone, to the build platform can also help.
Q: How can I speed up the decomposition of PLA?
A: PLA decomposes faster in an industrial composting facility, which provides the high temperatures and controlled conditions necessary for efficient decomposition. In a regular compost pile or landfill, the decomposition of PLA can take a very long time.
Q: Can ABS be recycled?
A: Yes, ABS is a recyclable plastic. However, the recycling process for ABS is not as widespread or straightforward as for other plastics, and it can contribute to plastic waste if not properly disposed of.
References
[1] Encyclopedia Britannica, 1999. Materials science - Polymer-matrix composites. [online] Encyclopedia Britannica. Available at: <https://www.britannica.com/technology/materials-science/Polymer-matrix-composites> [Accessed 21 April 2021].
[2] Bioplastics News. Polylactic Acid or Polylactide (PLA) [online]. Available at: https://bioplasticsnews.com/polylactic-acid-or-polylactide-pla/
[3] Encyclopedia Britannica, August 2, 2023. Acrylonitrile-butadiene-styrene copolymer [online] Available at: https://www.britannica.com/science/acrylonitrile-butadiene-styrene-copolymer.
[4] Elizabeth Royte, August 2006. Corn Plastic to the Rescue [online]. Smithsonian Magazine. Available from: https://www.smithsonianmag.com/science-nature/corn-plastic-to-the-rescue-126404720/
[5] Simplify3D, n.d. Ultimate Materials Guide - Tips for 3D Printing with ABS. [online] Simplify3d.com. Available at: <https://www.simplify3d.com/support/materials-guide/abs/> [Accessed 21 April 2021].
in this article
1. 3D Printing Thermoplastics2. Introduction to PLA3. Introduction to ABS4. PLA vs ABS properties5. Pros and Cons of ABS6. Pros and Cons of PLA7. Actionable Takeaways8. Use Cases for ABS and PLA9. ABS-PLA Blends10. Common Alternatives11. ABS vs PLA Outside of 3D Printing12. Conclusion13. Frequently Asked Questions (FAQs)14. References