3 Design Tips about Sharp Corners in Injection Molded Parts
The sharp corners should be avoided in the plastic parts, as it can impede from plastic melt flow, causing flaws on parts. Meanwhile, stress concentration can be easily generated in the sharp corners and further reduces the strength of parts. Therefore, adding radii in sharp corners is suggested.
17 Jun, 2022.

Wikimedia Commons
The sharp corners should be avoided in the plastic parts, as it can impede from plastic melt flow, causing flaws on parts. Meanwhile, stress concentration can be easily generated in the sharp corners and further reduces the strength of parts. Therefore, adding radii in sharp corners is suggested. There are 3 design tips about adding radii.
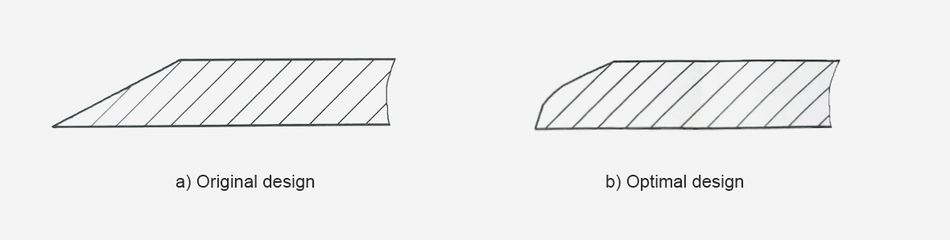
1. The outside sharp corners
The design of outside sharp corners is as the figure.
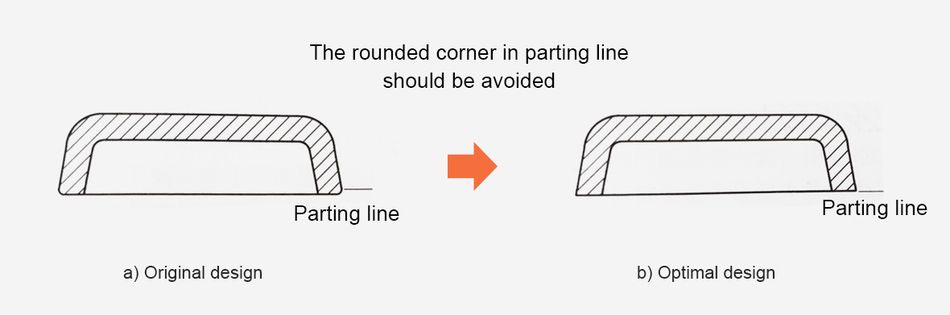
Of course, not all outside sharp corners should have radii. For example, the rounded corners in the parting line could complicate the mold configuration, increase the mold cost, make the breakage, and impact the appearance. The sharp corner in parting line of the parts is suggested.
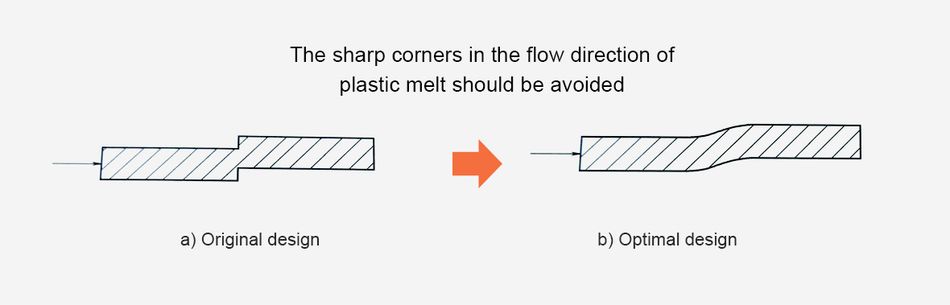
2. The sharp corners in the flow direction of plastic melt
The arrow direction in the figure is the flow direction of the plastic melt. In the original design, the sharp corner can easily cause trapped air during the injection molding, the local high temperature may degrade the parts, causing appearance defects. Adding radii is suggested to ensure the flow of plastic melt.
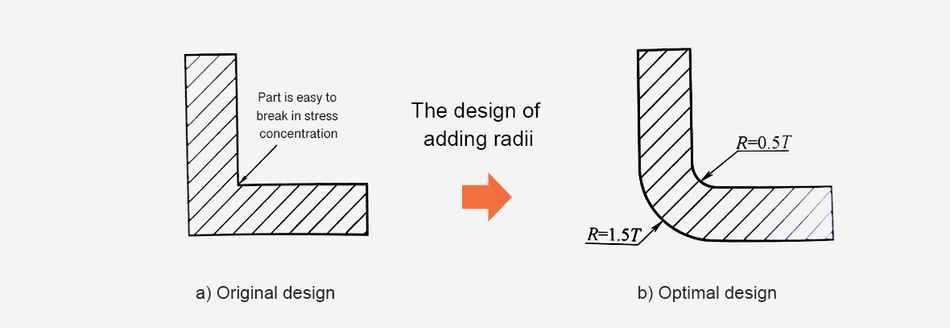
3. The sharp corners in the joints of wall
Stress concentration are likely generated in the sharp corners of parts. And sharp corners are easily appeared in the joints between the main wall and side wall of the parts, the joints between wall and ribs, and the joints between wall and pillars.
The relationship between the sharp corners and the stress concentration factor is shown in the below figure (T=Wall Thickness, R=Radii, p=the load borne by the part)
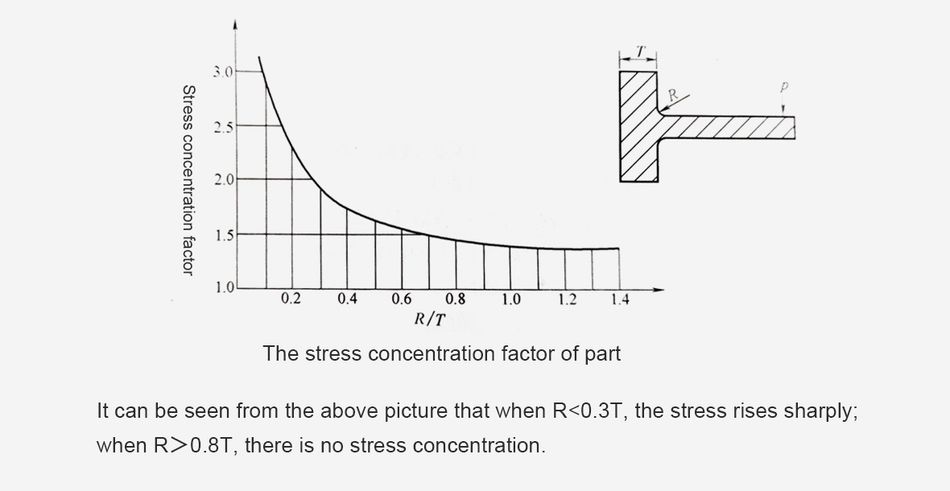
The inside radii in joints of part section should be 0.5T, and the outside radii should be 1.5T. This is to ensure the uniform wall thickness and reduce the stress concentration in part joints, as shown in the figure. Of course, the radii should not be too big, otherwise it may cause the thick wall, and generate shrinkage.