20240119-Protolabs Insight - Designing parts for 3D printing using Multi Jet Fusion
Multi Jet Fusion makes it possible to produce functional nylon prototypes and end-use parts in as fast as 1 day. This video looks at the process and what it can offer you.
09 Jan, 2023. 4 minutes read
The Protolabs Insight video series will help you master digital manufacturing, covering cover specific topics such as choosing the right 3D printing material, optimising your design for CNC machining, surface finishes for moulded parts, and much more.
Insight:
Transcript
Hi and welcome to this week’s Insight video.
Just to remind you that we produce a new video every Friday lunchtime. It will be full of top tips to help you design better parts and understand some of the digital manufacturing technologies available to you.
This week I focus on 3D printing and a relatively new technology called Multi Jet Fusion, or MJF, that will open up new opportunities for you.
No, it’s not jet propulsion technology for the Star Ship Enterprise. It’s something that you may come across if you outsource 3D printed plastic parts.
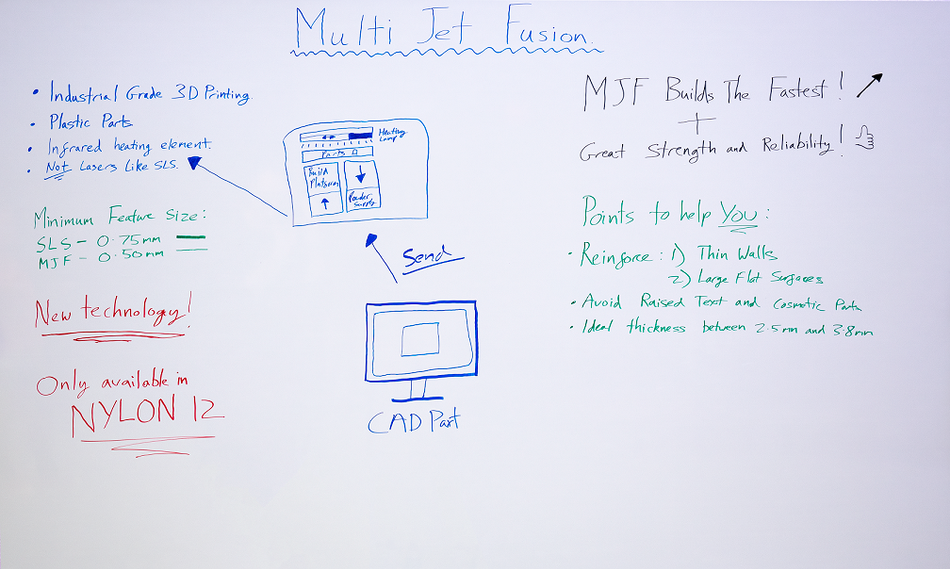
It is an industrial grade 3D printing technology that offers certain advantages over other 3D technologies.
In the next few minutes I will explain what it is, what its pros and cons are and how to best design parts if you want to use it.
The good news is if you have already designed parts for 3D printing using selective laser sintering, then you are already well on your way to mastering CAD designs for MJF.
Both use a heated chamber and build a 3D plastic structure by adding successive layers that are just microns thick. The difference is that selective laser sintering, or SLS, uses a laser to fuse powder layers together, whereas MJF uses an infrared heating element. Neither need support structures for the process.
Okay enough of the technicalities, what does this mean for you?
Which technology you use will depend on what performance characteristics you want from your part. Let’s take a look at both in a head to head comparison.
(Refer to table on graphics board and underline parts this can also act as a prompt)
If you want a finer resolution for your part, then MJF can get down to a minimum feature size of 0.5mm which is finer than the 0.75mm produced by SLS.
There is always a ‘but’ though isn’t there? MJF produced parts are a bit more variable at this fine detail than SLS. So it depends on what is important to you.
MJF also has more consistent isotropic material properties. This means that it has more consistent mechanical properties in every direction or axis of your part. So if you want great strength and reliability for every bit of your part, then MJF could be the answer. This makes MJF really good for parts like brackets and clips or durable but accurate jigs and fixtures.
If you need larger part sizes then you need to know that SLS can produce bigger parts. For most 3D printed plastic parts this should not be an issue, but it may be worth checking with your supplier.
MJF is a relatively new technology, so at the moment it is only available in Nylon 12, which means that SLS edges it for different materials and colours. It’s worth saying however that Nylon 12 is a great material for functional parts and end use applications.
If speed or lead time is an issue for you, then it’s worth noting that MJF builds parts faster than other 3D printing technologies; but in truth there are other factors that will probably affect your total lead time more than this – such as getting the design right, or the time it takes for your supplier to come back with a quote and design for manufacturability analysis.
Okay, if after all of this you think that MJF may be the way to go for your 3D printed part, what do you need to know about getting your design right?
Well if you have designed parts for SLS and even injection moulding, then you are well on your way to designing a part for MJF.
Here are some pointers to help you out:
Thin walls or large flat surfaces should be reinforced with ribs or gussets and holes should be surrounded by raised bosses.
Raised text and cosmetic part features smaller than 0.5mm may not survive secondary post processing, so check your design for manufacturability analysis from your supplier.
The ideal wall thickness for MJF is between 2.5mm and 3.8mm.
And just so that you know, like any 3D printing process, MJF will produce some stair stepping on oblique angles. This means that you should clearly identify cosmetic surfaces on the part drawing.
Does all of this sound familiar? Well it should, because MJF is very similar to other additive manufacturing technologies.
Where it will make a difference is its ability to manufacture accurate parts with isotropic mechanical properties, often more quickly than other 3D printing options. So why not think about MJF for your next project and talk to us or your supplier about the possibilities.
Folks I know there was quite a bit of technical information in this video, so if you want to mull over this, the good news is that we have produced this information as written design tips that you can find on our website.
That’s it for this Friday’s Insight video. Have a great weekend and I hope to see you again next week when I’ll be talking about the different surface finishes available for moulded parts.
Until next week.
Watch other Protolabs Insight videos here.