4 Design Tips to Improve Manufacturing Efficiency for Your CNC Parts
Do you know how to increase manufacturing efficiency for your CNC parts? There are 4 design tips about clamp in CNC Machining.
29 Sep, 2022.
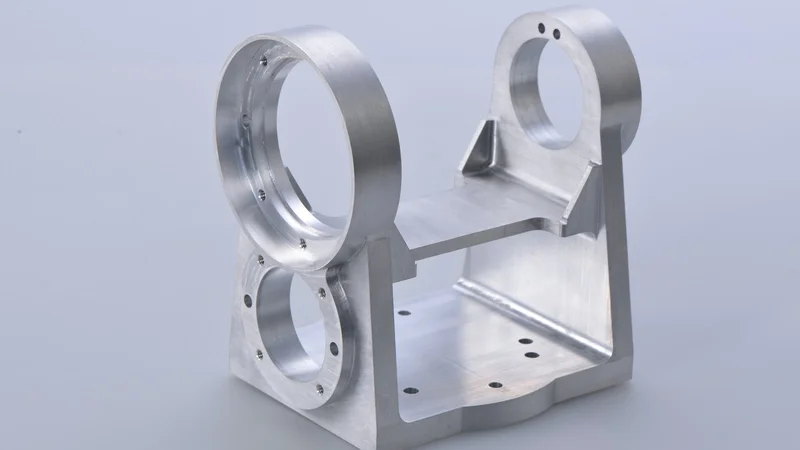
Photo by Mastars on Unsplash
Do you know how to increase manufacturing efficiency for your CNC parts? There are 4 design tips about clamp in CNC Machining. The parts should be easy to clamp, that is, accurate positioning and tight clamping. Therefore, the clamping time will be cut and manufacturing efficiency and quality can be increased.
1. The part is designed to facilitate clamp
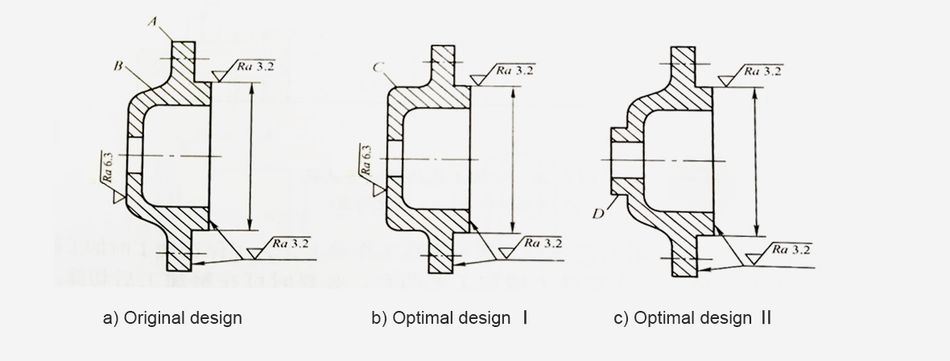
As shown in the figure, the bearing cap needs to be manufactured. In original design, if it is clamped at A, the general claw is not long enough, and it is not easy to clamp at B. In optimized design, B, the original circular conical surface is changed to the cylindrical surface C, which is easy for clamping. Or adding a cylindrical surface D for easy clamping.
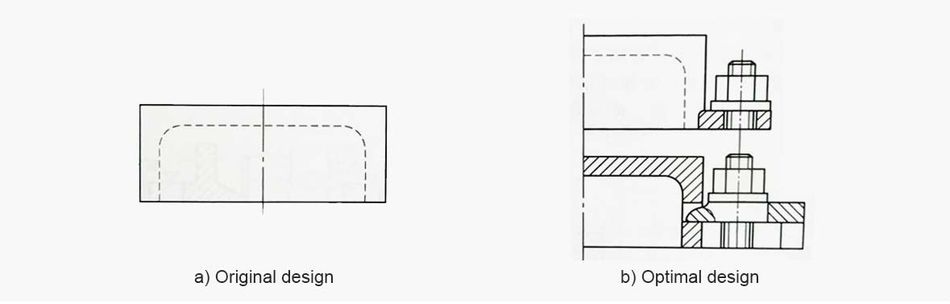
2. Adding flanges or holes
In the original design, it is not easy to clamp the large flat workpiece, while in the optimized design, a tightened flange or hole is added for tight clamping by screws and pressing plates, and for easy lifting and carrying.
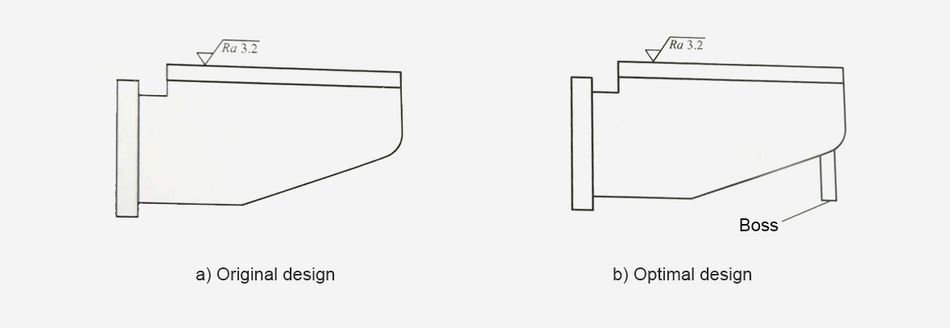
3. Adding boss configurations
When planning larger parts, they are usually clamped directly on the workbench. In order keep the manufacturing surface horizontal to facilitate clamping and positioning, a boss can be added to the part. And if necessary, it can be cut off after finishing. As shown in the picture, there is no boss in the original design, and the part is hard to clamp and position, while in the optimized design, the boss is added to the part for accurately position and clamp.
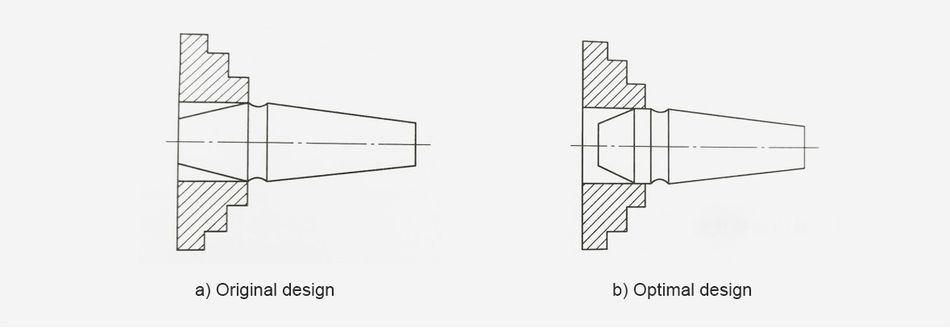
4. Increasing the contact area of clamping
In the original design, when the part was clamped on the three-jaw chuck, the part and the claw were contacted in points, which is unstable. In the optimal design, the contact surface of the workpiece and the claw was increased by adding a cylindrical surface. This is easy to set up and improve the steadiness of the clamping.