20231122-How To Get Smooth Parts with 3D Printing
One of the main reasons why manufacturers and designers prefer injection moulding over other processes is its ability to produce a smooth surface finish. Injection moulding is economical when producing large batches, but how about small batches and prototypes? The evident solution is 3D printing.
09 May, 2022. 4 minutes read

SLA printed objects with a smooth surface finish
3D printing is cheaper and is capable of producing parts with smooth finishes. The degree of smoothness depends on the technology and the post-processing options available. This article is focused on providing insights into the 3D printing of smooth parts.
3D printing technologies with a smooth surface finish
Out of the many 3D printing technologies available, only a few offer as-printed parts with a smooth surface finish. These are listed below.
Stereolithography (SLA)
Stereolithography (SLA) belongs to the VAT polymerisation category of 3D printing that utilises light-curable thermoset resins to build parts. Since SLA utilises resin materials, the surface finish will be glass-like and can replace prototypes and end-use parts made from other technologies. Due to its high-quality surface finish and high definition, the internal, as well as external details, can be seen perfectly. The main drawback is that this technology is expensive compared to MJF or SLS.
Carbon DLS
Carbon DLS (Digital light synthesis) belongs to the VAT polymerisation category of 3D printing. It uses digital light projection, oxygen-permeable optics, and programmable liquid resins to create products with smooth surface finish, high resolution and end-use durability. Carbon DLS uses exclusive CLIP resins (Continuous liquid interface production) and is the most expensive technology.
Since Carbon DLS utilises resin materials, the surface finish will also be glass-like as SLA and due to its top quality surface finish and high definition, the external, as well as internal details, can be produced perfectly.
Selective laser sintering (SLS) / Multi jet fusion (MJF)
SLS and MJF belong to the powder bed fusion (PBF) category of 3D printing technologies. SLS involves a high-power laser to sinter small particles of polymer powder into a product based on a 3D CAD model whereas, in MJF, a binder material is used to make a product.
Its high productivity, high resolution and easy availability of materials make the SLS technology ideal for a range of applications like rapid prototyping to end-use parts. The parts produced by these technologies don't possess smooth textures naturally like the above resin-based ones, but are very much compatible with surface finishing operations in post-processing.
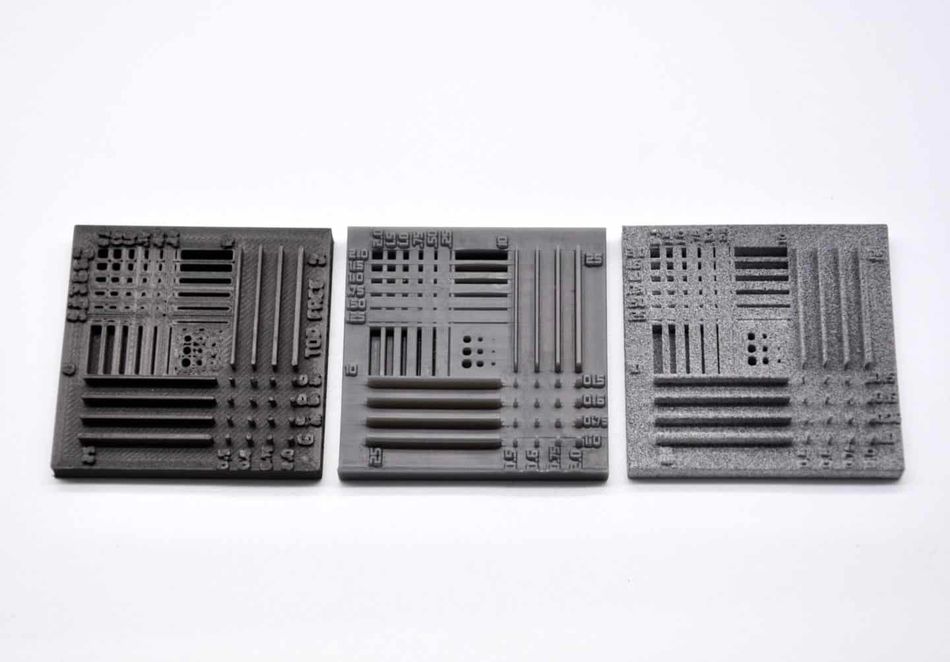
Finishes to get a smooth surface finish
Media blasting
Media blasting involves the spraying of particles under high pressure against the just out of the printer MJF or SLS parts. The media particles striking against the surface bring a smoother finish and even texture to the part. This is the initial step in smoothing the surface. It is also used to remove paint or create an even surface for painting and dying.
Note: Smoother texture compared to the original part with almost even texture but doesn't give a shiny or glossy look. It is harsher on the part and can alter dimensions.
Bead blasting
Bead blasting is similar to sandblasting where the difference is that instead of sand, glass beads are impacted on the part surface with high velocity. The spherical beads on repeated impact leave a much smoother and uniform finish.
Note: Apart from giving a uniform finish, bead blasting also helps in improving the mechanical strength of the part. Since the beads are spherical, they don't much affect the dimensions by hitting deeper into the part and changing dimensions. Less wastage or sand debris.

Tumble finishing
For a smoother surface texture, MJF or SLS parts can be polished in media tumblers or vibro machines. The parts are to be finished and placed in a media tumbler that contains small ceramic chips and on vigorous vibrations, the ceramic chips rub against the part, removing irregularities and extras.
Note: This process is a little stronger compared to the blastings. It imparts a highly smooth surface but also has a negative effect on the dimensions and is not recommended if intricate details are required.
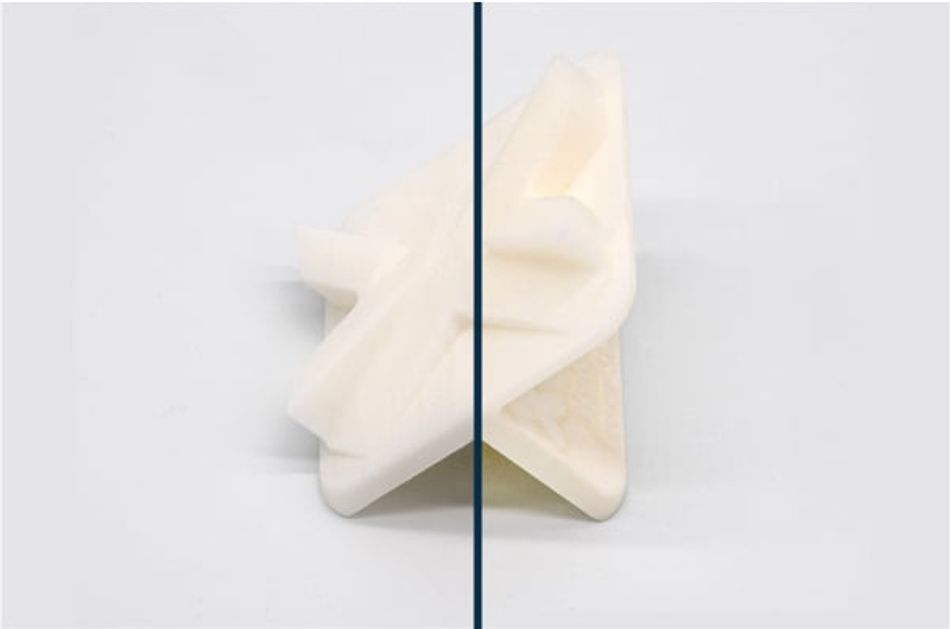
Vapour smoothing
Unlike physical smoothing processes such as sanding or media tumbling, vapour smoothing does not remove material on the workpiece. Instead, a vapour finishing agent (FA 326) is introduced into a sealed processing chamber along with the parts to be smoothened.
The vapour sticks to the part surface where it creates a controlled chemical melt. This chemical melt lowers the surface peaks and valleys by liquifying and redistributing material and makes the surface even. This process also enhances shine and surface texture.
Note: Top quality and hence expensive compared to the other processes. It gives a shiny and ultra-smooth surface
All these post processing options can be used even for CNC machines. Both polymer and metal parts can be finished for smoothness with the same process.

Conclusion
There are three main 3D printing technologies that are capable of producing smooth surface finishes. Carbon DLS is the most expensive one of the lot. SLA is also on the pricier side, whereas MJF and SLS are cheaper and efficient too. They are cheaper compared to their resin-based counterparts even after post-processing.